 下载各类工具及设计插件
下载各类工具及设计插件
 使用选型工具
使用选型工具
 收藏各类设计资料
收藏各类设计资料
 发表提问互动
发表提问互动

| 一、设计思路 | ||
| 设计目的: | 将流入轨道的工件经过凹点检测组件的测针与接近感应器判别工件朝向,齿轮齿条旋转组 | |
| 件把工件朝向判定为反向的工件旋转180度,保证流出的工件方向相同。 | ||
| 设定场景: | 适用于组装、检测、点胶、焊锡、镭射等场景。 | |
| 动作流程: | 1.工件流入轨道。 | |
| 2.拨料栅板前移嵌套工件。 | ||
| 3.拨料栅板左移工件至凹点检测工位和180度旋转工位。 | ||
| 4.凹点检测判别组件下压对当前工件朝向检测判定。 | ||
| 5.凹点检测判别组件上升至原位 | ||
| 5.拨料栅板后移脱离工件后再右移至原位。 | ||
| 6.拨料栅板后移脱离工件后:当上个工件朝向判定为反向,齿轮齿条旋转组件旋转180度; | ||
| 当上个工件朝向判定为正向,齿轮齿条旋转组件不动作。 | ||
| 7.往复以上流程。 | ||
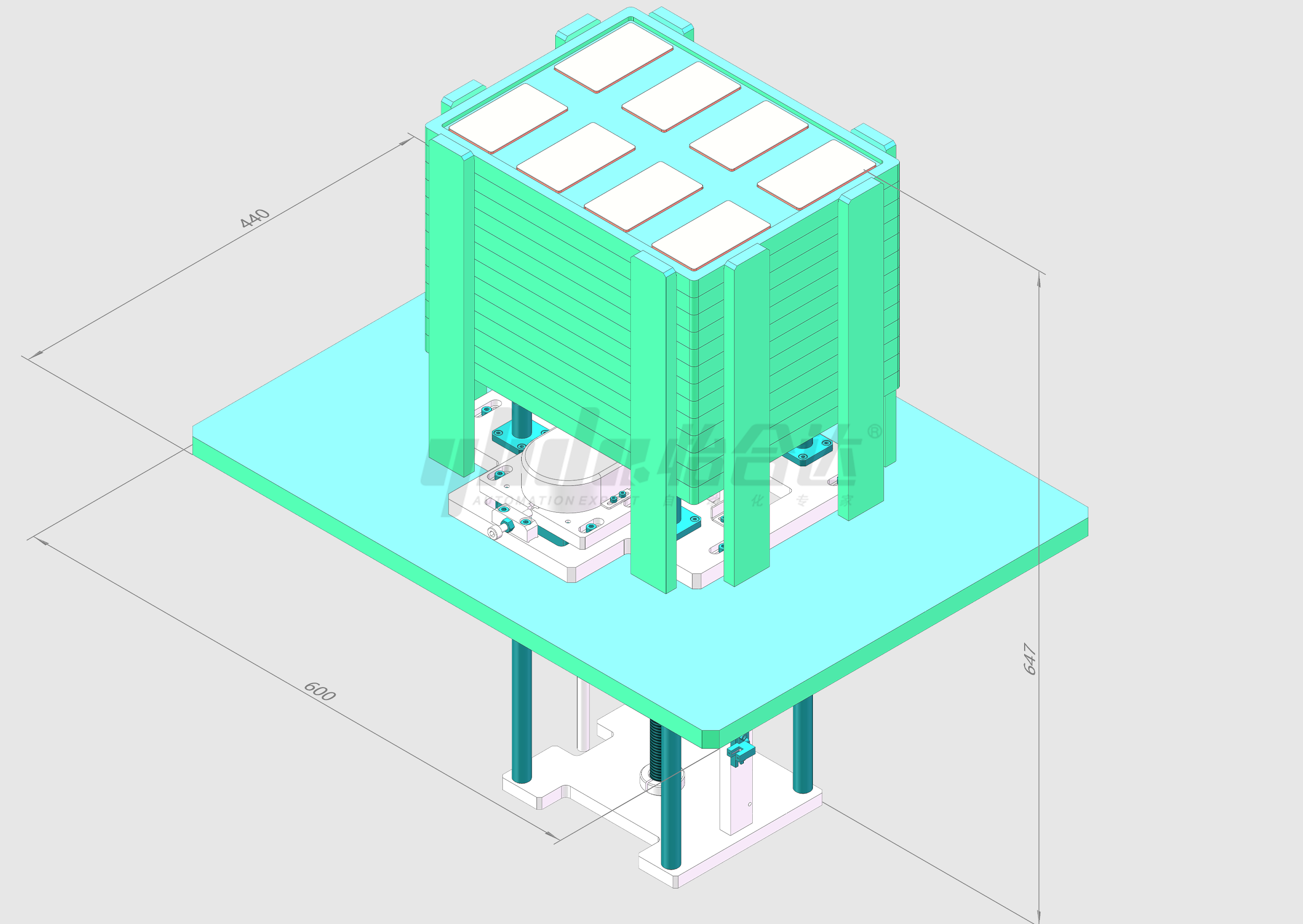
| 二、结构参数 | ||
| 外形尺寸: | L600x W270 xH341(mm) | |
| 通用性: | 适用于相同尺寸各种工件 | |
| 循环周期: | 2.5(s) | |
| 精度: | ±0.3/200(mm) | |
| 三、示例应用 | ||
| 工件形状: | 方形 | |
| 工件尺寸: | 22x14x18(mm) | |
| 工件类型: | 3C | |
| 工件重量: | 单个工件≈1(g) | |
| 负载重量: | 凹点检测组件M≈0.47(Kg) ≈4.6(N) | |
| 气源: | P=0.5(MPa) | |
| 电源: | AC220V 50Hz / DC24V | |
| 四、计算过程 | ||
| (主要标准件选型计算) | ||
| 以下参考怡合达FA工厂自动化零件 选型技术资料 | ||
| WHA13-12-20-2-C 气动滑台 负载85(N) | ||
| (整体设计工况计算) | ||
| 案例所需负载为4.6N,实际负载为85N,因此符合当前设计要求。 | ||