 下载各类工具及设计插件
下载各类工具及设计插件
 使用选型工具
使用选型工具
 收藏各类设计资料
收藏各类设计资料
 发表提问互动
发表提问互动

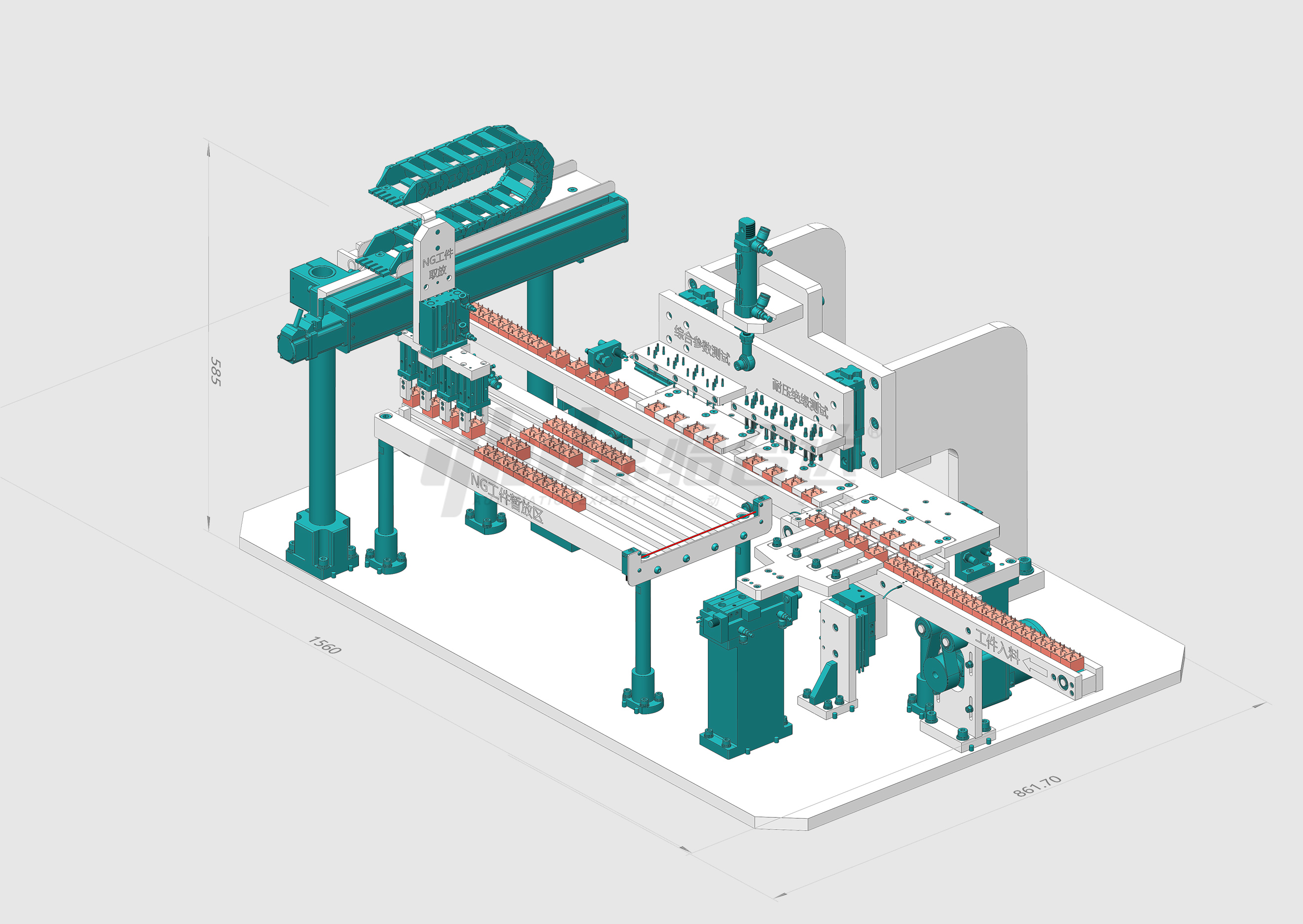
| 一、设计思路 | |
| 设计目的: | 将待加工的工件与加工好的工件同步交替搬运 |
| 设定场景: | 交替搬运 |
| 动作流程: | 1.步进电机正转,待加工工件与已加工工件切换工位 |
| 2.步进电机反转,待加工工件与已加工工件切换工位 | |
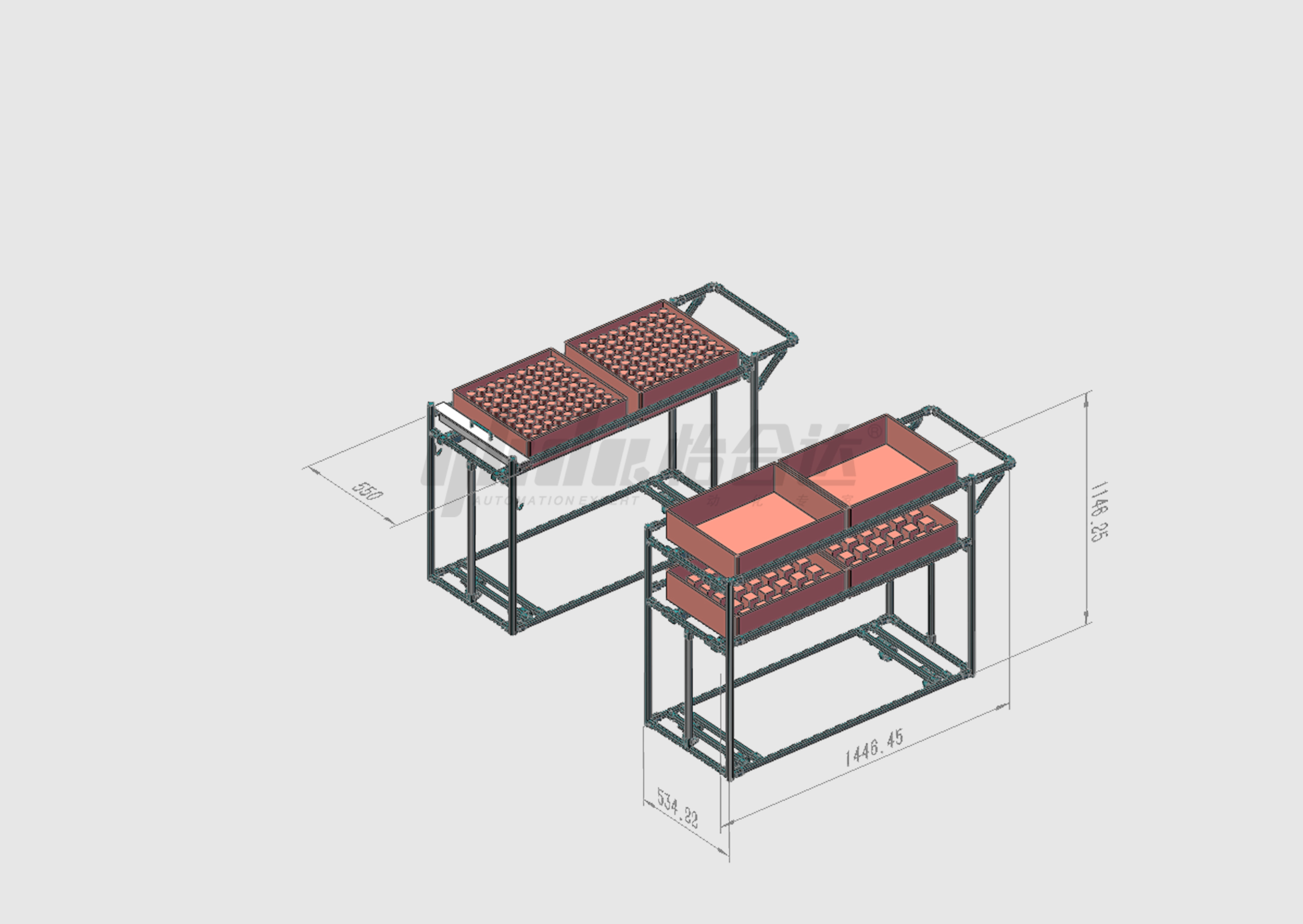
| 二、结构参数 | |
| 外形尺寸: | L724x W400 xH300(mm) |
| 通用性: | 适用于相同高度、宽度及不同长度的各种工件治具 |
| 循环周期: | 2(s) |
| 精度: | ±0.04/300(mm) |
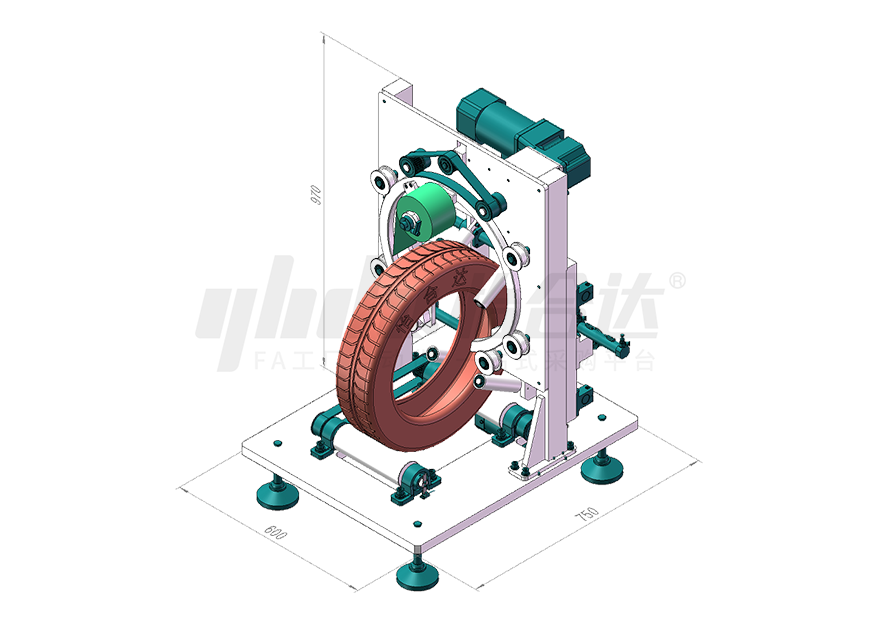
| 三、示例应用 | |
| 工件形状: | 方形 |
| 工件尺寸: | 90 x 70 x 10(mm) |
| 工件类型: | 3C |
| 工件重量: | 产品=98.9(g) |
| 负载重量: | M=14.7(Kg) |
| 气源: | P=0.5(MPa) |
| 电源: | AC220V 50Hz / DC24V |
| 四、计算过程 | |
| (主要标准件选型计算) | |
| 重力加速度: | g=9.8(m/s²) |
| 半径: | R=15mm |
| 摩擦系数: | μ=0.06 |
| 所需扭矩: | T=MgRμ=14.7x9.8x0.015x1.06≈2.3(N.M) |
| 以下参考怡合达FA工厂自动化零件 选型技术资料 | |
| ZJT15-1.8-S-4-L80 步进电机 扭矩4.5N.M | |
| (整体设计工况计算) | |
| 4.5N.M>2.3N.M | |
| 案例所需扭矩为2.3N.M,实际扭矩为4.5N.M, 因此符合当前设计要求。 | |