 下载各类工具及设计插件
下载各类工具及设计插件
 使用选型工具
使用选型工具
 收藏各类设计资料
收藏各类设计资料
 发表提问互动
发表提问互动
| 机架设计规范 | |||
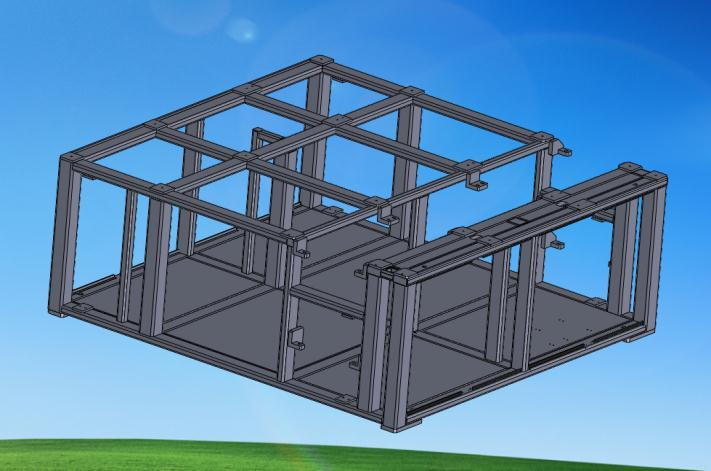
| 1.方通机架的设计要求 | |||
|
|
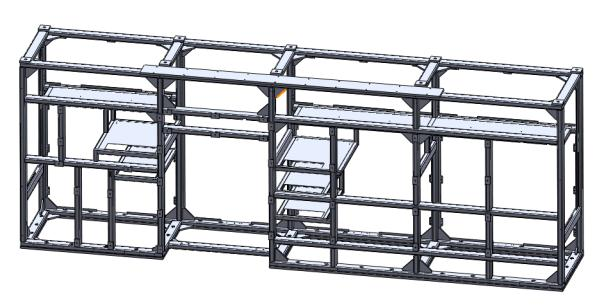
1)所有安装台面的地方,要求上龙门铣床;安装面要求喷漆保护,并做好防锈处理; 2)方通要求四周全部满焊,轻型机架门四边拐角可以不焊接;焊接后必须要求退火,且退火温度为550°~600°,退火时间不少于24h; 3)同类型设备颜色一致(设备外观颜色为国际标准暖灰 1C,标准色号为 PANTONE,设备表面要求烤漆,特殊情况时可使用亚光不锈钢本色); 4)机架方通的大小要根据负载来决定,一定要满足强度要求,设备总重与设备底板投影面积之比需<750Kg/m2 |
||
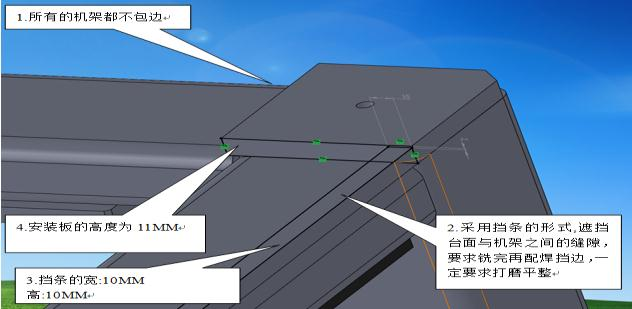 |
1)所有机架都不包边; 2)采用挡条的形式,遮挡台面与机架之间的缝隙,要求铣完再配焊挡边,一定要求打磨平整; 3)安装板的高度为11mm,挡边的高度为10mm,挡边的宽度为10mm; |
||
 |
1)大的卧式机架要求 X Y 方向都要加强筋; 2)要求振动时效去应力处理,所有满焊到位以后做去应力(不锈钢机架); 3) 方通要求四周全部满焊; 4)焊点打磨光滑,不能有黑印,要酸洗去黑点; |
||
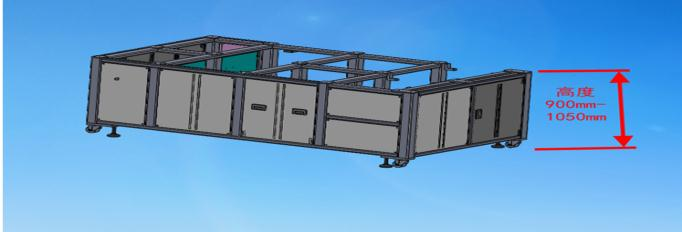 |
1)在客户没有要求机架高度时,机架高度可以选择参考 900~1050mm; | ||
| 2.机架门的设计规范 | |||
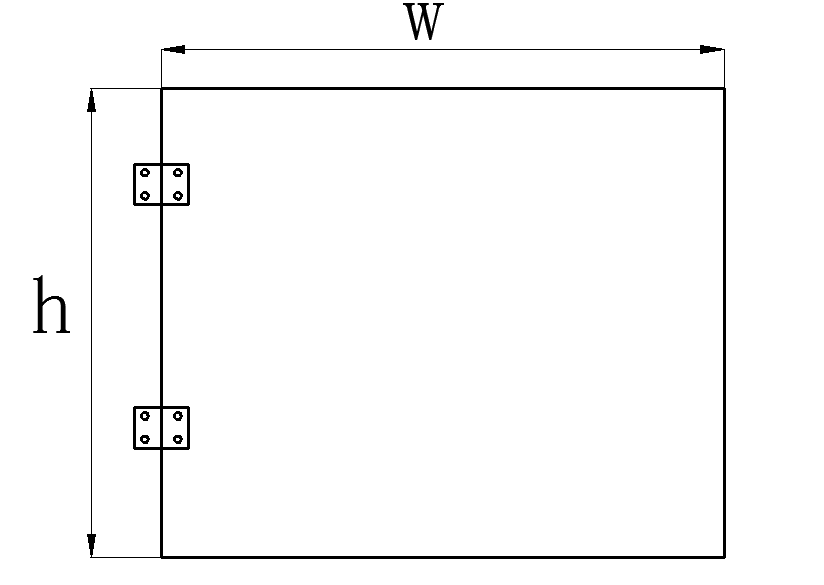 |
1)W≤800mm(空间尺寸大于 800 时,用双门); |
||
 |
|||
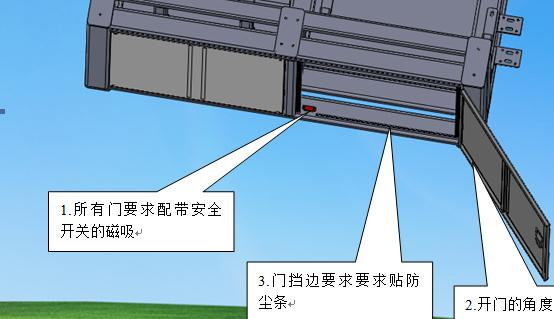 |
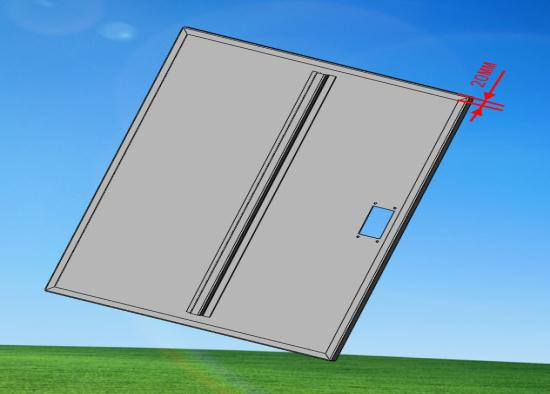
1)所有门要求配带安全开关的磁吸(参考); 2)门挡边要求贴防撞棉; |
||
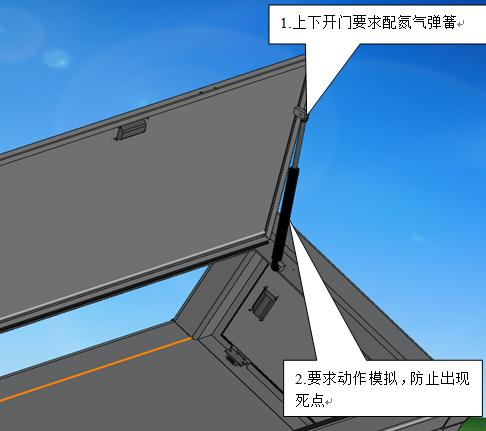 |
1)上下开门要求配氮气弹簧; |
||
| 3.脚轮、脚杯的设计规范 | |||
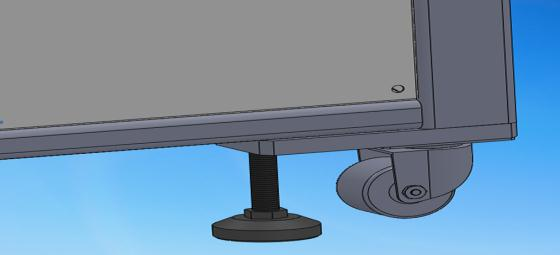 |
1)要求脚轮旋转 360 度和脚杯没有干涉,脚轮和脚杯之间的距离尽量大些,方便调节脚杯; 2)脚轮要求两个万向,两个带刹车; 3)脚轮和脚杯的负载一定要达到 2 倍以上; 4)脚杯的安装孔一定要求和机架垂直; 5)设备底部离地面高度:120+/-30mm; |
||
| 4.电柜箱的设计规范 | |||
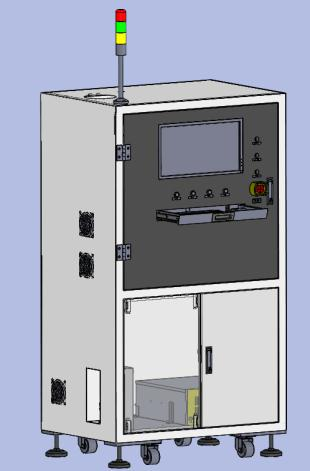 |
1)电控柜可选尺寸有一大一小两种,可选尺寸(L*W*H)大电控柜:1200*600*1900(mm), 小电控柜:800*600*1900 (mm),钣金厚度一般为 2mm(不包括三色灯); 2)下单之前一定要求和电气工程师沟通,配好牙孔,要求全部铆螺母; 3)禁止用镀锌板或者表面镀锌,要求喷漆或者用不锈钢材质,一定要按照材质要求做; |
||
| 5.百叶窗孔的设计规范 | |||
 |
1)开百叶窗孔只要求标出开百叶窗的范围即可,比如 300MM* 300MM; | ||
| 6.机架与大板 | |||
 |
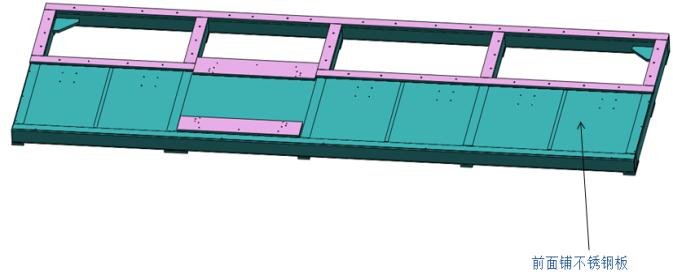
1)大板出图必须标注平行度、平面度形位公差; 2)大板厚度选用精料厚度; 3)机架大板必须要打好线槽安装孔,过线孔,走线固定孔,汇流板安装孔等; 4)大板和机架要求发给同一家公司加工,且必须提供 3d 图(参考); 5)要求装配好发货,要求公司质检在钣金厂检验,有问题在钣金厂解决; 6)大板和机架装配好,要求检测大板的平面度,用刀口尺或者在龙门上用拖表测量; |
||
 |
|||
| 7.方通规格表(参考) | |||
 |
|||
| 8.连接方式 | |||
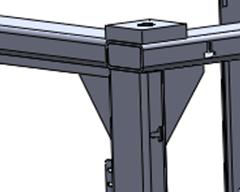 |
 |
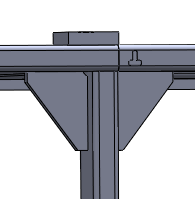
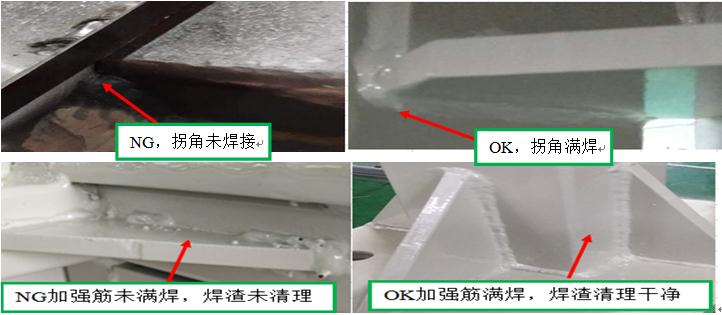
X、Y、Z 三个方向交汇的地方必须按照如图所示方式交叉连接,且必须满焊; | |
| 9.搭接方式 | |||
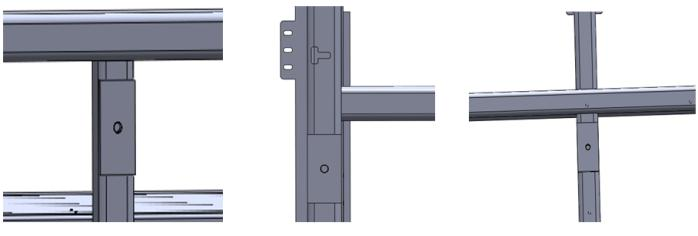 |
方通框架间方通的搭接处使用如图所示方式,特殊位置按照图纸标注出的方式搭接,搭接处要求满焊; | ||
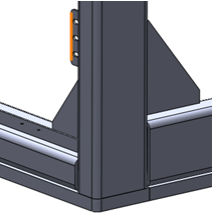
| 10.加强筋 | |||
 |
加强筋的大小和布局严格按照图纸标注加工,且所有加强筋必须满焊; | ||
| 11.方通架焊接 | |||
 |
1)为了减少焊接变形,方通架焊接采用适当的焊接方式和夹治具,且要有严格的焊接工艺管控; 2)方通架焊接好后,需要自然时效 48H 后再进行退火,退火温度必须达到550°~600°退火时间不少于 24h;退火严格执行退火工艺规范(针对要求较高的机架);(参照机架检验标准) |
||
| 12.方通与钣金件焊接 | |||
 |
不锈钢板(或冷板)与方通要求点焊,注意焊接时要保证不锈钢(或冷板)板平整; | ||
 |
1)烤漆颜色纹路严格按色板烤漆,不能有明显色差,不能掉漆;烤漆用的粉不能是废粉,保证品质; 2)焊接后,焊接位置需要打磨光滑,不得有焊渣残留; 3)喷粉前机架需要进行酸洗除锈处理、磷化处理,不平处刮腻子; 4)烤漆厚度约 0.3mm; |
||
| 14.标准件的安装 | |||
 |
1)机架上需要的铰链、门锁、脚杯、氮气弹簧等标准件按图纸上指定的品牌和型号由加工商自行购买,并安装; 2)机架所有安装配件如螺丝、垫片等,不能含有铜、锌、镍; |
||
| 15.大板与机架安装时的精度要求 | |||
 |
1)大板平面度参考平面度公差等级 IT7; 2)一个机架上的大板工作面平行度要求参考平行度公差等级 IT8; |
||
| 16.切口端面处理、不规则边处理 | |||
 |
1)切口端面不得有撕裂、裂纹、棱边、不平齐以及影响组立尺寸精度的毛刺; 2)零件外形不得有熔渣、毛刺、不规则边; |
||
 |
|||
| 17.大板连接块、吊环板、加强板 | |||
 |
吊环安装块、大板连接块、加强块、脚轮安装块须满焊,各部件的大小和布局严格按照图纸标注加工; | ||
| 18.封口 | |||
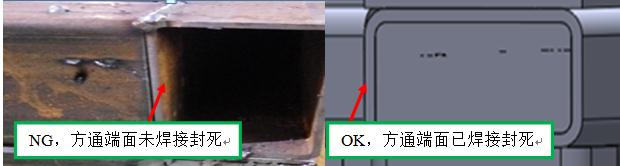 |
所有漏在外侧的方通面,必须用钢板满焊封死,并打磨光滑; | ||
| 19.焊缝要求 | |||
 |
焊缝成型,应连续均匀,整齐美观; | ||
| 20.倒角一致 | |||
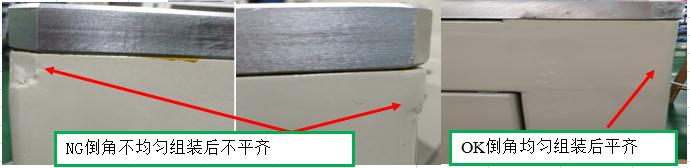 |
锐角(边)倒钝值的一致性,组装后不能出现两工件间的不平齐; | ||
| 21.外观要求 | |||
 |
打磨、抛光方式去除毛刺或锐角(边),不允许出现纹路、塌边、沙眼、台阶、凹陷等缺陷,允许刮腻子来弥补; | ||
| 22.安装面喷漆、防锈保护 | |||
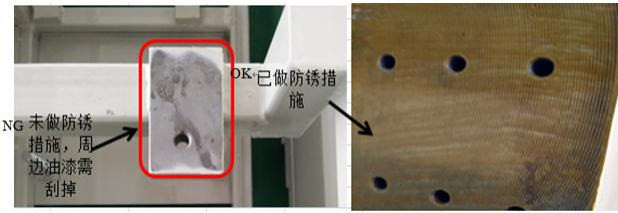 |
基板磨削面不允许喷涂,要求涂防锈防漆保护; | ||
| 23.封板焊接 | |||
 |
封板尺寸与机架配做,间隙差值≤0.5mm(参考),封板需要在内侧点焊,特殊情况在外侧焊接时,焊点必须美观和打磨平整; | ||
| 24.钣金门的折弯、焊接、组装要求 | |||
 |
大板表面不能有抛光痕、腐蚀、压印、划痕、振刀纹、纹路规则及一致性,镀层厚度达到行业要求; (上图为NG,下图为OK) |
||
 |
|||
| 26.喷漆质量 | |||
 |
喷漆件上螺丝后无掉漆现象 | ||
| 27.钣金门加强筋焊接 | |||
 |
钣金门的加强筋要求点焊,且符合钣金的点焊规范 | ||
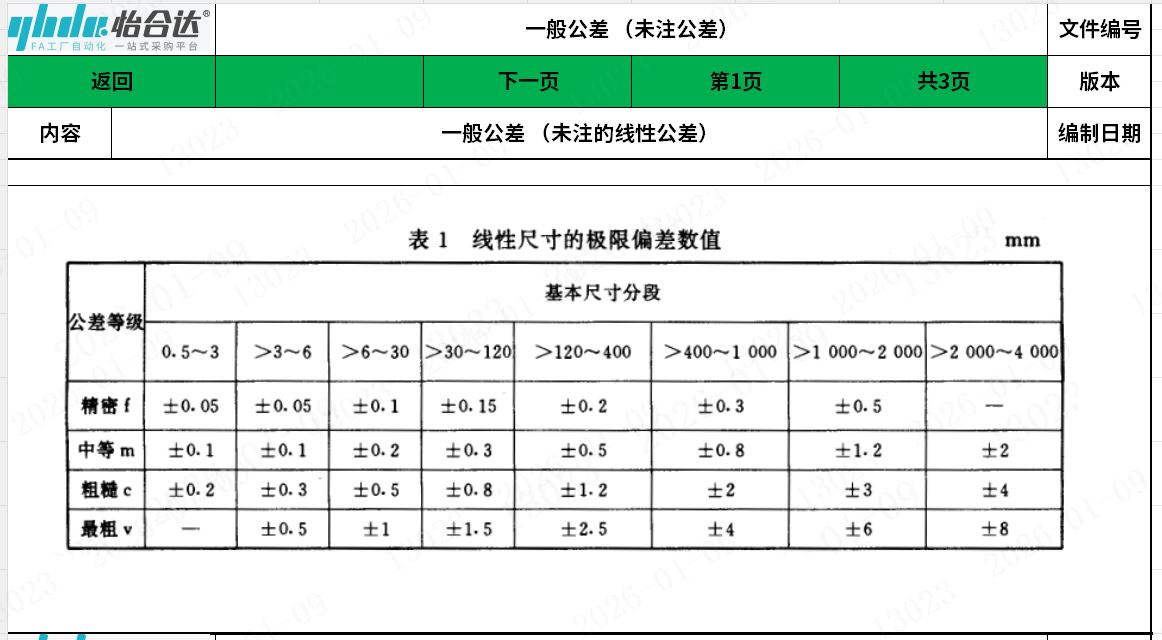
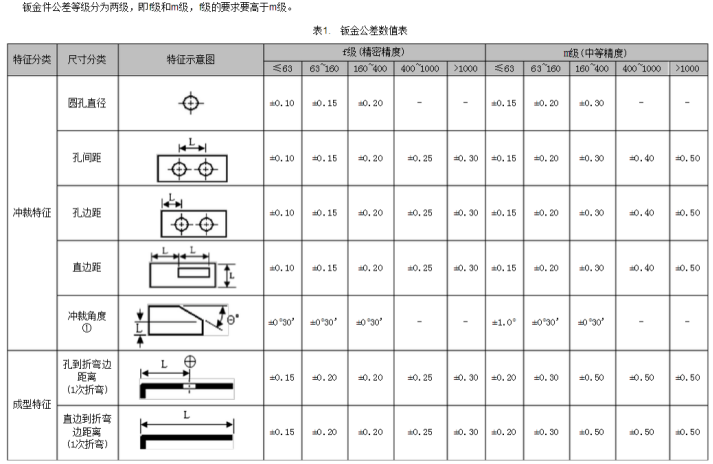
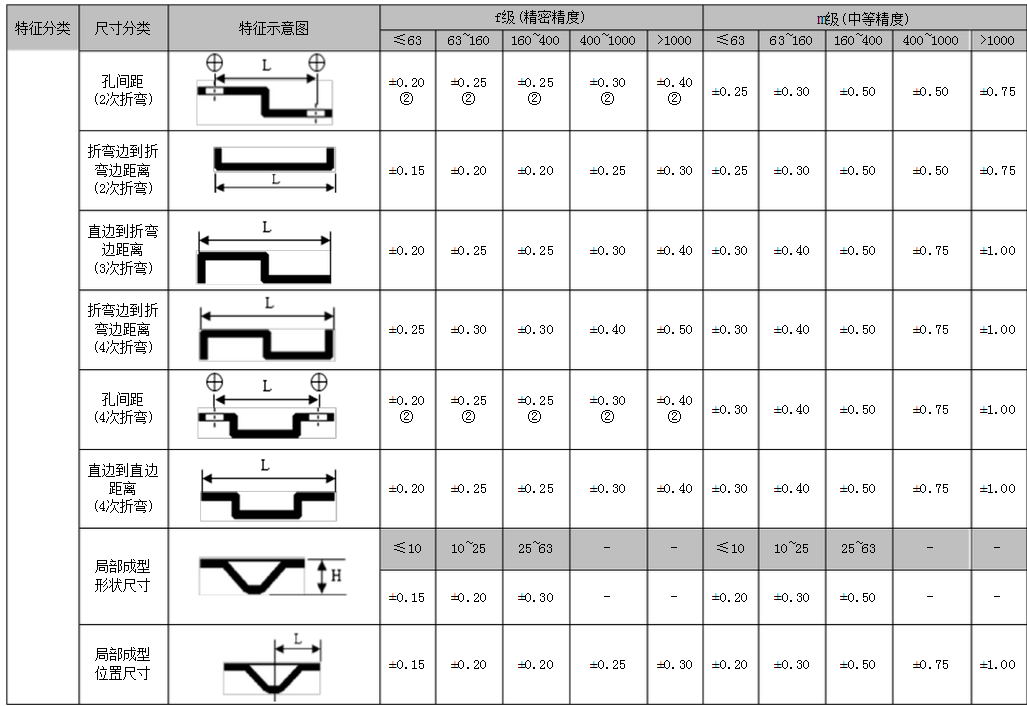
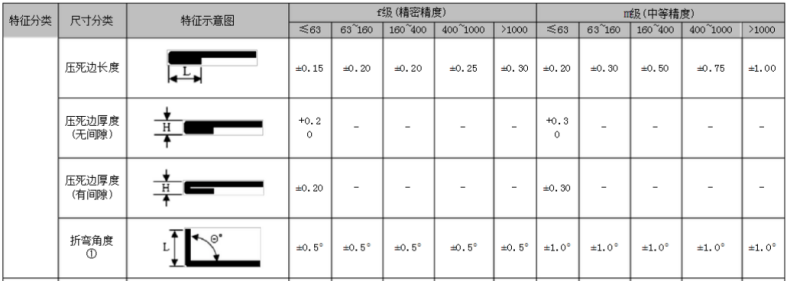
| 28.钣金件公差等级表(未标注尺寸公差选用 m 级(中等精度)) | |||
 |
|||
 |
|||
 |
|||
| 参考文献 | |||
 |
|||
请联系怡合达产品中心
0769-82886777-980