 下载各类工具及设计插件
下载各类工具及设计插件
 使用选型工具
使用选型工具
 收藏各类设计资料
收藏各类设计资料
 发表提问互动
发表提问互动
| 机械加工件结构设计 | |||
| 机械加工件结构设计概述 绝大多数金属材质的机械零件,均需经过机械加工方可装配至机械设备中投入使用。机械加工通常作为零件装配前的最终加工工序,其质量与成本直接对零件乃至整台设备的质量、成本产生重要影响。此外,机械加工工艺体系繁杂,所涉及的机床、刀具、夹具、量具等装备类型多样,且各类装备的性能、特点、精度及生产率存在显著差异。部分零件在机械加工流程中,还需穿插开展热处理、人工时效等辅助工序。因此,在零件设计阶段,必须充分考量机械加工工艺的适配性。 对于尺寸/重量超大、精度要求极高、尺寸极小、使用工况特殊、生产量极大等类型的特殊机械零件,其制造工艺往往具备极强的特殊性,设计时需重点关注。零件的可制造性,甚至可能成为决定某一设计方案是否可行的关键因素。 针对机械加工件的结构设计,本书着重提醒需关注以下要点: 1. 便于节约材料的零件结构设计; 2. 可减少机械加工工作量的结构设计; 3. 能减少手工加工及补充加工的结构设计; 4. 简化被加工面的形状及技术要求; 5. 便于夹持与测量的零件结构设计; 6. 避免刀具处于不利切削工况; 7. 合理设计轴与孔(含内、外表面)的配合结构。 |
|||
| 1.节约材料的零件结构设计 | |||
|
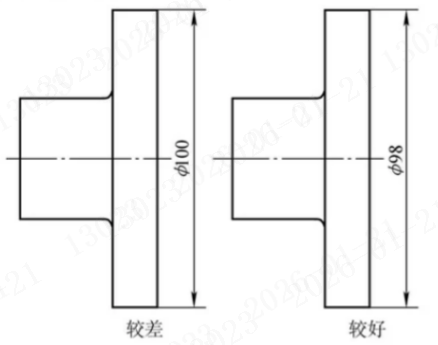
注意减小毛坯尺寸
|
说明 | ||
| 凸缘结构采用圆钢直接车削加工成型。若凸缘设计最大直径为 Φ100mm,需选用 Φ105mm 或 Φ110mm 规格的圆钢作为坯料;若凸缘设计最大直径为 Φ98mm,则直接采用 Φ100mm 规格的圆钢即可满足加工需求,此举可显著提升钢材利用率,大幅降低原材料损耗。 | |||
| 2 减少机械加工工作量的结构设计 | |||
|
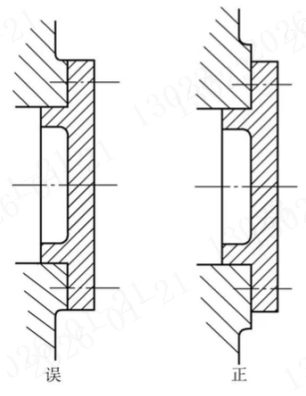
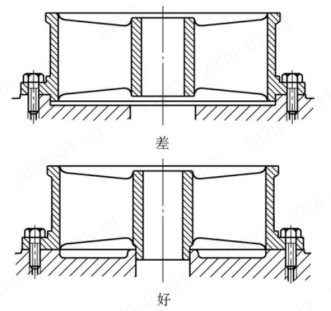
需考虑到铸造误差的影响
|
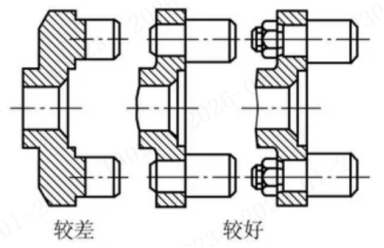
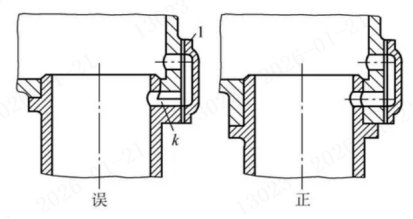
铸造零件的尺寸误差相对较大,在设计铸件加工面时,需充分考量该因素对装配精度的影响。以轴承端盖与箱体凸台的配合装配为例,箱体凸台的加工位置难以保证极高的精度,若将端盖凸缘与凸台的设计直径设定为完全一致,受铸件误差的影响,装配后极易出现端盖凸缘凸出至凸台外缘的干涉问题。基于此,铸造箱体凸台的设计直径应适当增大,以此抵消铸件误差带来的装配风险。 | ||
|
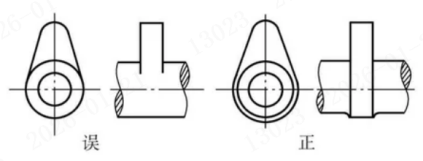
不同加工精度表面需要分开
|
当两个表面的粗糙度要求存在差异时,二者之间需设置清晰的分界结构。这种设计既便于后续加工工序的精准实施,又能使零件的外观形态更为规整美观。以凸轮零件为例,其工作表面需进行精加工处理,因此必须与轴身表面划分出明确的界限。 | ||
|
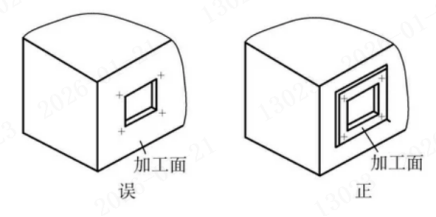
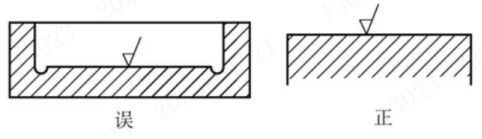
加工面与不加工面不应该平齐
|
当平面整体尺寸较大、仅局部区域需要加工时,应将待加工的局部区域设计为突出于非加工表面的结构形式,以此缩减机械加工的工作量。 | ||
|
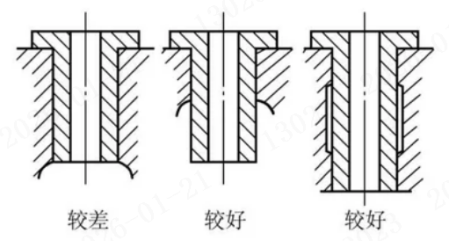
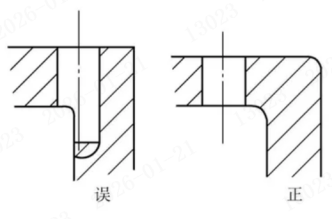
需减小加工面的长度
|
当两个表面形成配合关系时,配合面需进行精密加工以保障配合精度;为在保证配合精度的前提下减小加工工作量,应合理缩短配合面长度。若配合面设计较长,为兼顾配合的稳定性与可靠性,可采用加大中间孔的结构设计,中间非配合区域无需进行精密加工。这种设计既简化了加工流程、降低了加工成本,又能有效保障配合效果。 | ||
|
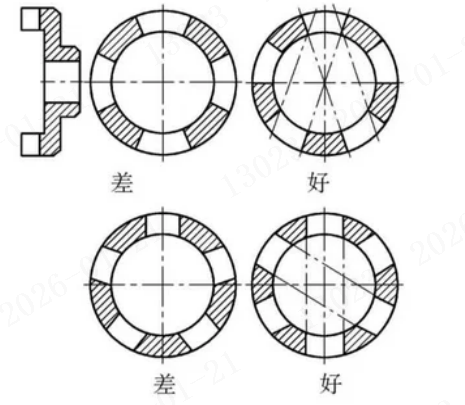
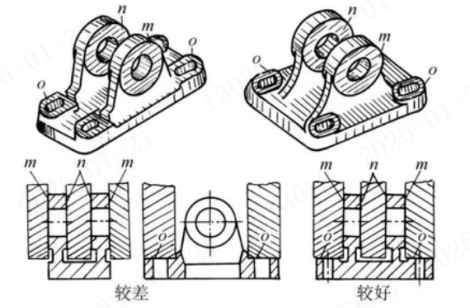
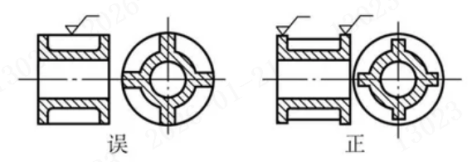
在一次走刀中切出相对的两个沟槽能
|
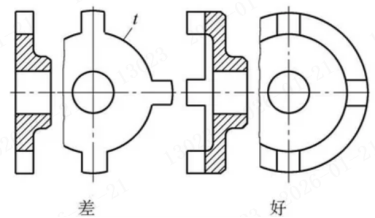
图中所示零件表面开设有4~6道沟槽,若相对布置的两道沟槽可通过一次切削进给同步加工成型,便能有效提升加工效率、精简工艺流程。下文针对图中不同结构形式的沟槽,分别剖析其在设计合理性与加工可行性层面的优缺点,为后续方案比对及选型提供参考依据。 | ||
|
减少走刀次数
|
右图所示零件表面开设有四道沟槽,相对布置的两道沟槽可通过一次切削进给同步加工成型,大幅提升加工效率。相比之下,左图零件因其中间轮毂凸起高度较大,无法实现成对沟槽的同步加工,需对每一道沟槽分别进行单独切削。 | ||
|
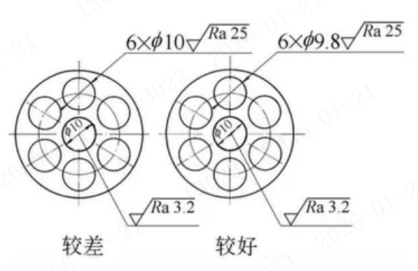
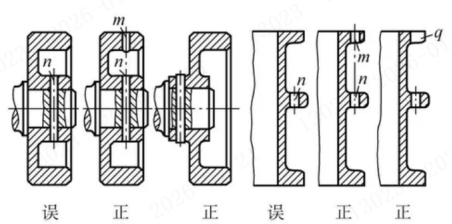
减少加工同一零件所用刀具数
|
加工一个零件所用刀具数应少,以提高效率。图示为一阀座,中间孔p10H7阀杆与之相配,表面粗糙度Ra3.2μm。周围六孔为液体流动通道,Φ10粗糙度Ra25μm。加工时要用不同的钻头。如将周围的孔改为p9.8,不影响使用性能,则中间孔同样用9.8钻 头钻孔后,再铰制即可 |
||
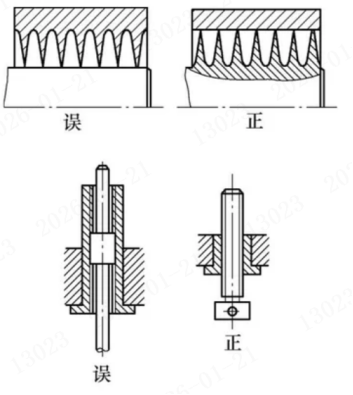
|
避免加工中的多次固定
|
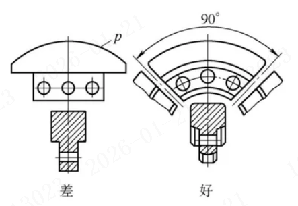
加工机械零件的不同表面时,应尽量避免多次装夹,力求在一次装夹固定中完成尽可能多的表面加工。这种方式不仅能有效缩短加工周期、节约工时,更能减少多次定位带来的误差,显著提升零件整体加工精度。以图中所示机座为例,其原设计方案需先加工孔端面,再将零件翻转90°重新装夹,才能加工地脚螺钉凸台面;经结构优化后,两道工序可在一次装夹中同步完成,大幅提升了加工效率与精度稳定性。 | ||
|
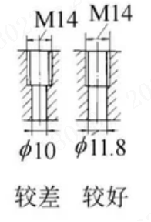
减少加工同一零件所用刀具数(二)
|
图中所示 M14 螺纹孔,其下方配套加工有 Φ10 光孔。若将该光孔直径调整为与 M14 螺纹底孔尺寸(11.8 mm)一致,可显著提升加工操作的便捷性。 | ||
| 3.简化被加工面的形状和要求 | |||
|
避免复杂形状零件倒角
|
箱形零件表面设有凸缘结构,用于与适配端盖形成配合。为确保端盖定位精准,除采用螺钉紧固外,特设计止口配合结构;该止口配合孔优先采用圆形结构,不建议选用矩形、正方形、椭圆形等其他异形结构,以保障配合精度与加工便利性。 | ||
|
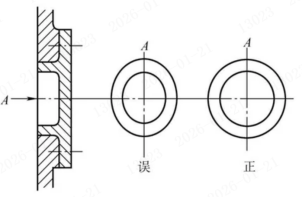
必须避免非圆形零件的止口配合
|
在箱形零件表面有一凸缘与之相配。为使配上之盖定位准确,除用螺钉固定外,设计有止口配合,此配合孔宜用圆形,不宜用矩形、正方形、椭圆形等其他形状 | ||
|
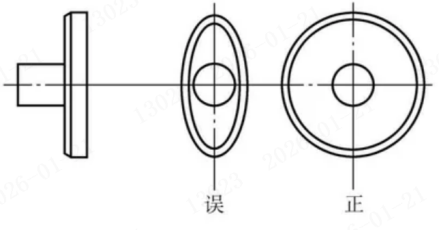
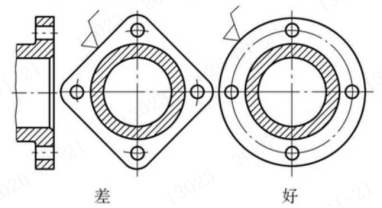
避免采用方形凸缘
|
左图所示凸缘外形呈方形结构,若需对其进行切削加工,需先完成车削工序,再转至铣床等其他类型设备上进行后续加工。与之不同,右图对应的凸缘结构可在车床上一次性完成全部形状的切削加工。 | ||
|
外圆上不宜有凸起
|
左图凸缘的外圆表面存在凸起结构,致使外圆无法采用车削工序进行加工,进而造成整体加工效率下降。相较之下,右图的结构设计更为合理,可直接通过车削工序完成加工,操作便捷性显著提升。 | ||
|
将形状复杂零件改为组个合件以便于加工
|
大规格机座上需集成薄壁管状零件,该零件与机座主体尺寸差异显著,给加工工序带来诸多不便。对此,可采用装配式结构设计,将管状零件单独加工后再装配于机座之上,此改进方案更为合理,能有效改善加工工艺性。 | ||
|
将形状复杂的零件改为组合件以便于加工(一)
|
带轴凸缘上设有两个偏心圆柱小轴,该结构的加工难度较大。若将此零件优化为组合式结构,采用装配式工艺对小轴进行单独加工后再装配,可有效提升零件的工艺性,降低加工难度。 | ||
|
避免多个零件组合加工
|
如图所示,待加工零件由两部分组合而成,需在该组合件上完成钻孔与平面加工工序。原设计要求生产中必须将两零件配装后同步加工,导致零件无法实现互换性,工艺灵活性较差。经结构改进后,零件的工艺性得到明显改善,有效解决了互换性不足的问题。需明确的是,仅在特殊工况下选用组合零件加工方案才具备合理性,例如减速箱剖分式箱体、镶装式蜗轮等结构,其组合设计可适配复杂装配需求与加工场景。 | ||
|
避免采用多个加工工序
|
左图所示结构需加工圆弧、平面、圆孔等多种形态特征,需经多道工序分步加工,且单次仅能完成一件零件的加工,效率偏低。相较之下,右图优化结构的加工流程更为高效,经车削加工后,依次完成钻孔、切割工序,单次加工可同步产出四件零件,大幅提升生产效率。 | ||
|
避免不必要的补充加工
|
部分零件的外形结构调整并不会对其使用性能产生影响,因此在设计阶段应优先选用加工难度更低的结构形式。以图中所示凸缘为例,其传统加工流程为:先通过车床加工成整圆结构,经铣削去除两侧余量后,再对两端进行圆弧加工。经实践验证,即便省去两端圆弧的后续加工工序,该凸缘的使用性能也可得到充分保障。 | ||
|
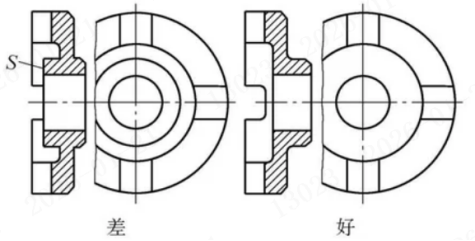
避免不必要的精度要求
|
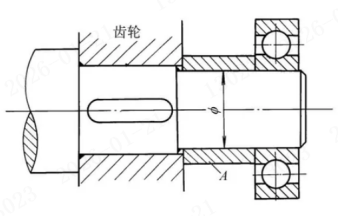
图中所示轴系结构内,套筒 A 被用作齿轮与滚动轴承之间的定位元件。若套筒内孔与轴颈采用高精度紧配合方案,则不仅要求套筒两端端面具备良好的平行度,还需严格保证内孔轴线与端面的垂直度,以满足装配精度要求;若采用套筒内孔与轴颈大间隙配合的设计方案,则仅需确保套筒两端端面的平行度达到使用标准即可。 | ||
| 4.便于夹持、测量的零件结构设计 | |||
|
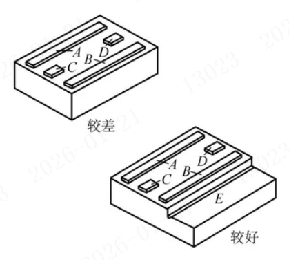
避免无测量基面的零件结构
|
零件的尺寸精度与几何公差设计,需兼顾测量作业所需的基准面。以图中铸铁底座为例,其 A、B 两处凸台表面需保证平行度(用于安装滚动导轨),C、D 两处凸台则需满足等高要求,且需与 A、B 面保持平行(用于安装丝杠轴承座)。但上述凸台表面宽度均仅为 20mm,导致各平面间的平行度测量作业难度较大;若在底座上增设测量基准面 E,则可显著降低测量操作难度,提升测量精度。 | ||
|
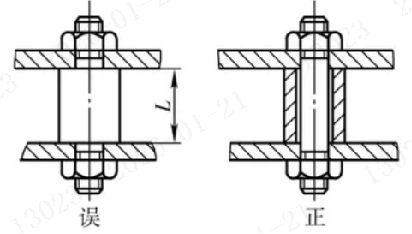
注意使零件有一次加工多个零件的可能性(一)
|
图中定位轴的关键尺寸L需保证高精度。若将原有一体式结构拆分为定位套与固定螺柱两个独立零件,则定位套可通过平面磨床实现大批量高精度加工,更适配规模化生产需求。 | ||
|
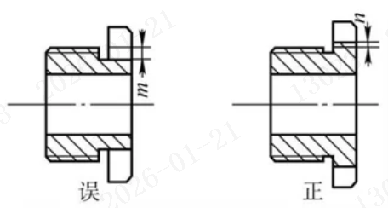
注意使零件有一次加工多个零件的可能性(二)
|
图中所示螺母的扳手槽槽底相较于螺纹牙顶存在尺寸差值m,受结构限制,该槽道需采用插削等低效率加工工艺逐个加工。若对螺母结构进行优化改进,即可将多个螺母串装后批量加工,大幅提升生产效率。 | ||
|
避免无法夹持的零件结构
|
机械零件进行切削加工(如车削工序)时,需装夹固定于机床夹具之上,因此零件结构上需具备便于装夹的部位。同时,装夹机构需提供足够的夹紧力,确保零件在切削力作用下不会出现松动、晃动等问题。基于此,零件需具备足够的结构刚度,避免因装夹受力而产生变形,影响加工精度。 | ||
|
5.避免刀具切削工作处于不利条件 |
|||
|
合的零件结构形状不能采用与刀具形状不适
|
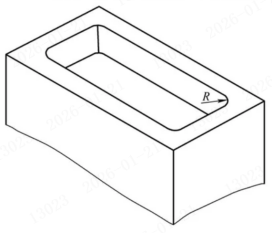
如图所示矩形槽采用立铣刀加工,槽体四角的圆角半径需与铣刀半径保持一致。若设计要求的圆角半径过小,不仅会导致加工效率低下,还易造成刀具磨损或损坏。通常槽体深度越大,对应的圆角半径R应适当增大,以优化加工工况;同时应尽量避免设计需加工凹下方形孔的结构。 | ||
|
刀具容易进入或退出加工面
|
刀具切入或退出加工表面时,均需预留一定的运动余量以保障作业顺畅。因此在零件结构设计阶段,需合理规划并预留充足避让间隙,避免刀具与零件非加工部位发生干涉,确保加工工序稳定开展。 | ||
|
避免刀具不能接近工件
|
机械加工所用的刀具与机床均有固定的结构及尺寸参数。若加工部位周围存在较长侧壁或上下凸起结构,可能会阻碍刀具运动,甚至导致无法完成加工。针对此类问题,需合理设置工艺孔、工艺槽,或优化零件结构形态,为加工操作预留足够空间。 | ||
|
避免刀具不能接近工件
|
机械加工所用的刀具与机床均有固定的结构及尺寸参数。若加工部位周围存在较长侧壁或上下凸起结构,可能会阻碍刀具运动,甚至导致无法完成加工。针对此类问题,需合理设置工艺孔、工艺槽,或优化零件结构形态,为加工操作预留足够空间。 | ||
|
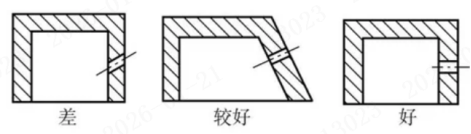
避免在斜面上钻孔
|
避免在斜面上直接钻孔,此类操作不仅易导致孔位精度偏差,还会加剧刀具损耗。可通过调整孔的开设位置,或优化零件表面形态,使钻孔部位表面与孔中心线保持垂直,以此规避上述问题。 | ||
|
通孔的底部不要产生局部未钻透
|
如图所示通孔结构,若底部存在未钻透区域,钻孔过程中会产生不平衡力,极易造成钻头损坏,此类结构设计应尽量避免。 | ||
|
避免加工中的冲击和振动
|
车削、磨削等加工工艺属于连续切削,作业过程中不易产生振动,便于获得光洁度优良的工件表面。但若零件结构设计不合理,会引发断续切削现象,进而产生振动,既影响加工质量,又会缩短刀具使用寿命。例如图中所示肋板结构,在车削外圆时易产生切削冲击,适当降低肋板高度,可有效避免加工过程中的冲击与振动。 | ||
|
6.正确处理车轴与孔(内外表面)的结构 |
|||
|
复杂加工表面要设计在外表面而不要设计在内表面上
|
轴类零件的加工难度低于孔类零件。因此当两个轴、孔配合件之间存在复杂结构时,将这些复杂结构设计在轴件上,相较于设计在孔的内表面,更利于降低加工难度、提升加工效率。 | ||
|
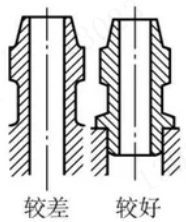
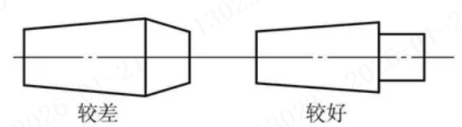
对中表面直径应该小
|
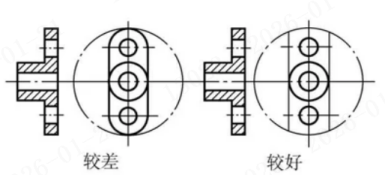
图示为两款采用圆柱面对中定位的零件结构,上图对中面直径较大,下图对中面直径较小。由于小直径的轴与孔更易加工达到较高精度,因此下图的结构设计更具合理性。 | ||
|
用外圆和通孔作为对中面更好
|
上图所示的对中孔与对中轴加工难度较高,工艺性较差;而下图对应的对中结构加工流程更为简便,更适配批量生产需求。 | ||
|
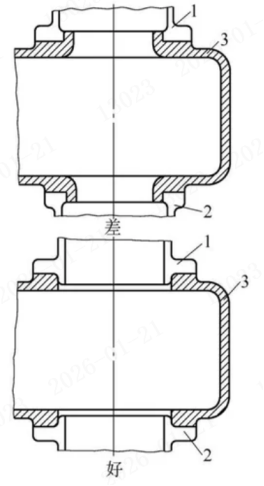
在一次加工中得到的孔作为对中面效果更好
|
零件1与零件2装配于零件3上方,要求两者中心线精准对中。上图中零件3的两个对中面需从双向进行加工,不仅操作繁琐,且难以保证对中精度;下图中零件3的两个对中孔可通过一次走刀镗削完成加工,既简化了工序,又能显著提升对中精度。 | ||
请联系怡合达产品中心
0769-82886777-980