 下载各类工具及设计插件
下载各类工具及设计插件
 使用选型工具
使用选型工具
 收藏各类设计资料
收藏各类设计资料
 发表提问互动
发表提问互动
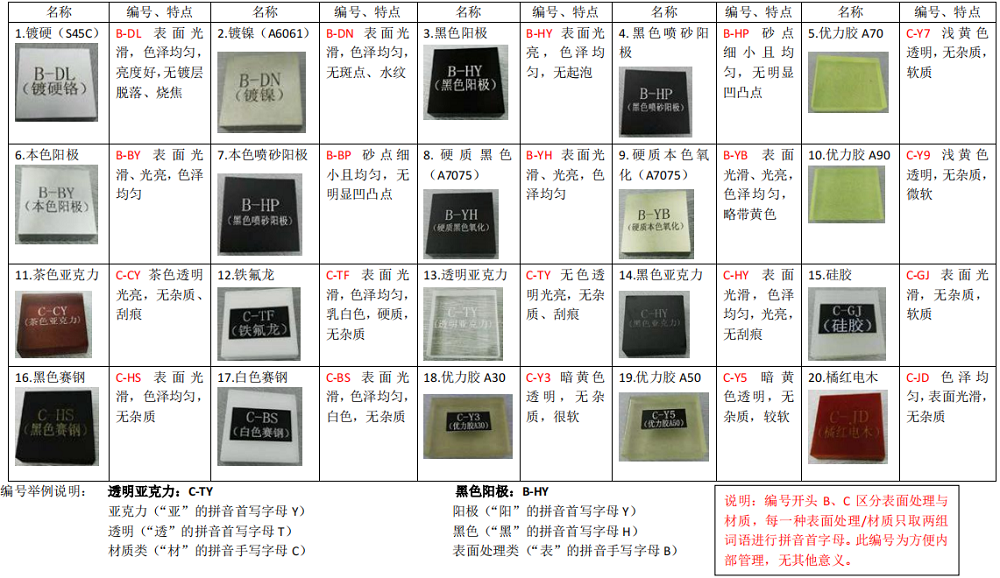
| 不锈钢管&除尘管道设计加工技术规范 | ||||||
| 一、卫生级管路 卫生级管道,也称食品级清洁管路,要求使用的材料是304L或者316L,表面需要进行表面处理或抛光,表面粗糙度等级达到 Ra1.6,制造标准众多;以ISO、DIN、USA 3A、IDF、JIS应用居多,公司主要用ISO-Clamp 2852、DIN-Clamp 32676这两种。 |
||||||
 |
 |
|||||
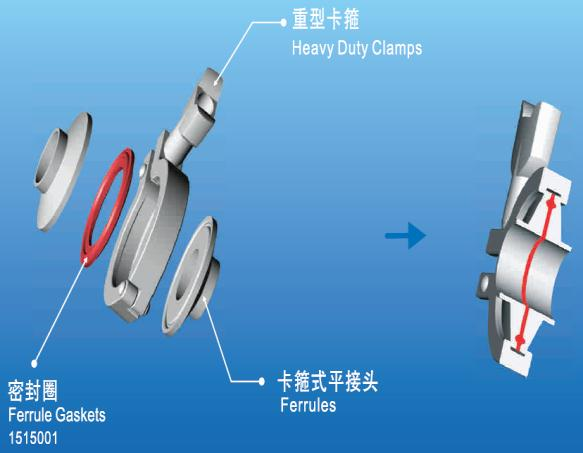
| 1、清洁管尺寸 (1)不同标准下尺寸 |
||||||
 |
||||||
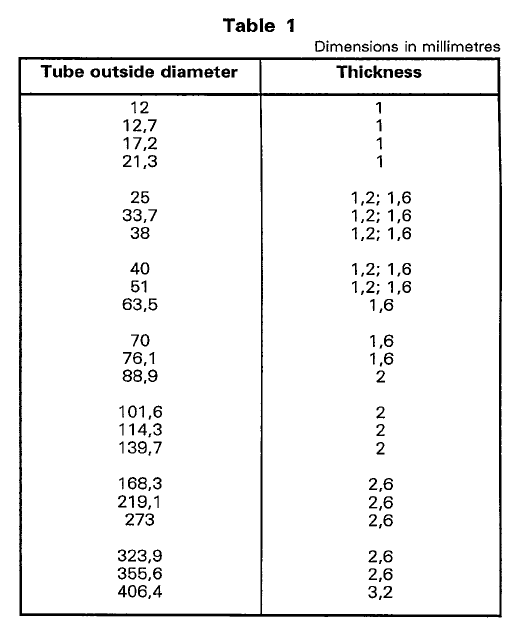
| (2)ISO 2037 标准 | ||||||
 |
 |
|||||
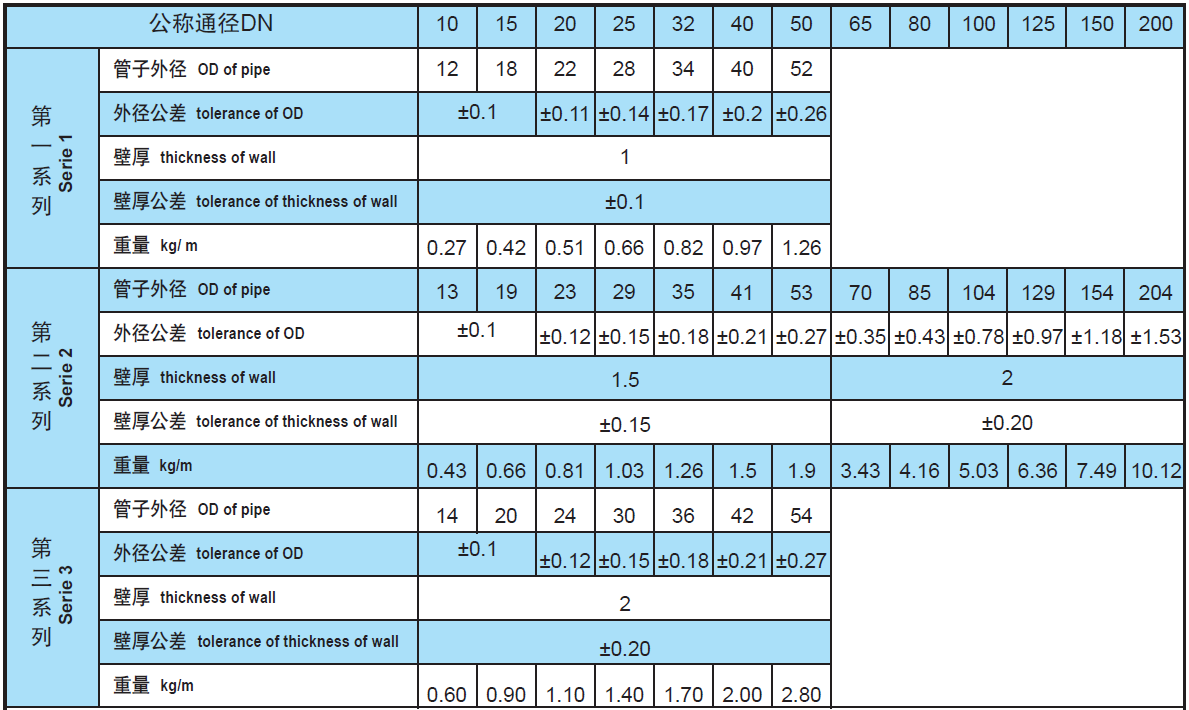
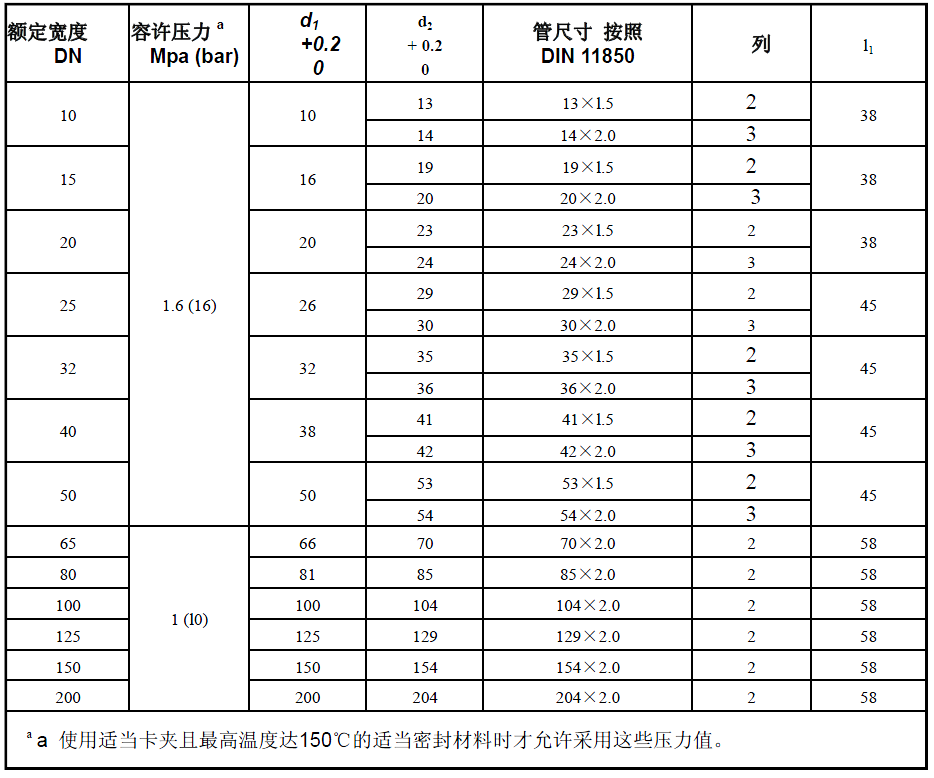
| (3)DIN11850-2009 标准(建议全部使用此标准) | ||||||
 |
||||||
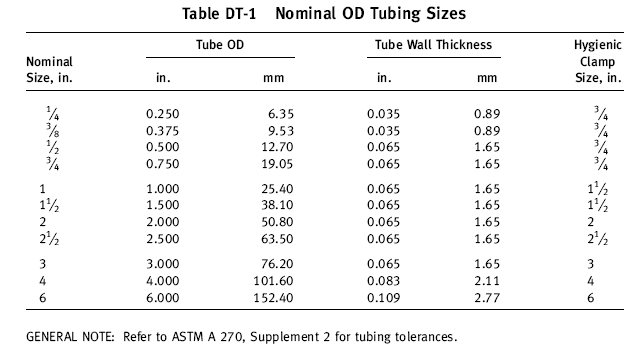
| (4)ASME BPE 标准 | ||||||
 |
||||||
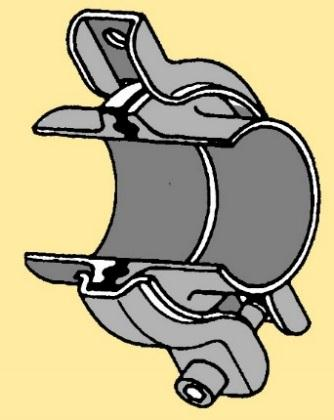
| 2、连接方式 管与接头的连接方式为卡箍连接,即用卡箍将连接管道的两个平接头夹紧连接方式; 平接头可分为:胀接式平接头和焊接式平接头; (1)胀接式平接头:与管道是胀接的链接方式; (2)焊接式平接头:与管道是对接焊的连接方式。 |
||||||
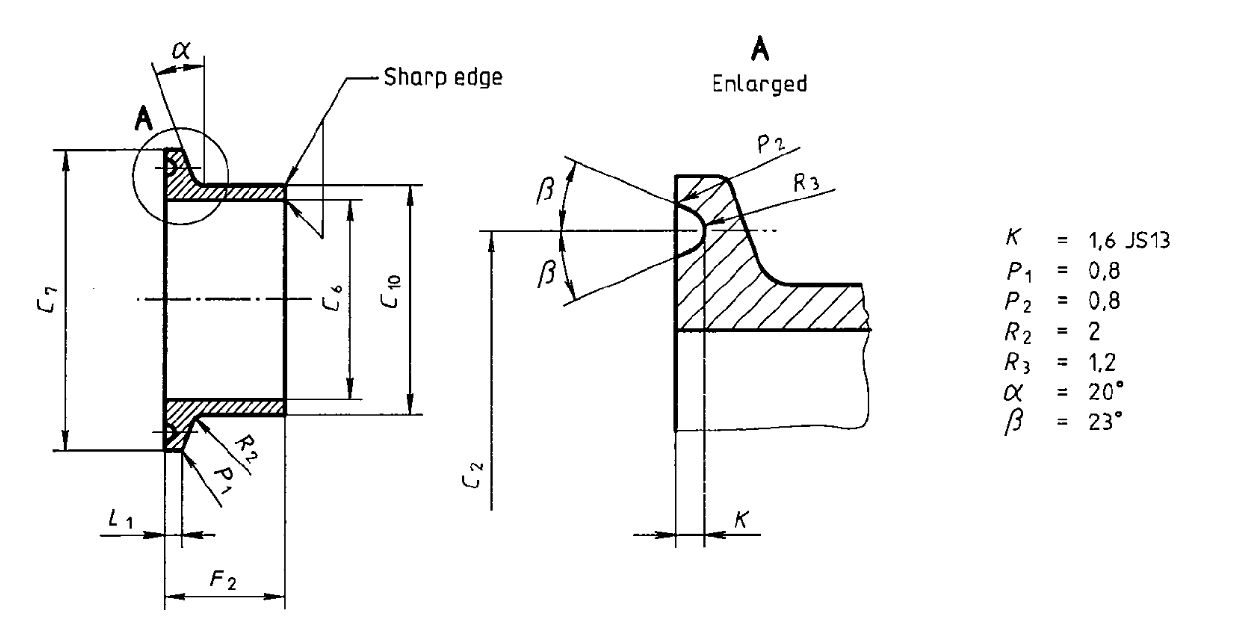
| ①ISO 2852-1993 标准 | ||||||
 |
||||||
 |
||||||
| 除尘管道&不锈钢管设计加工技术规范 | ||||||
 |
 |
|||||
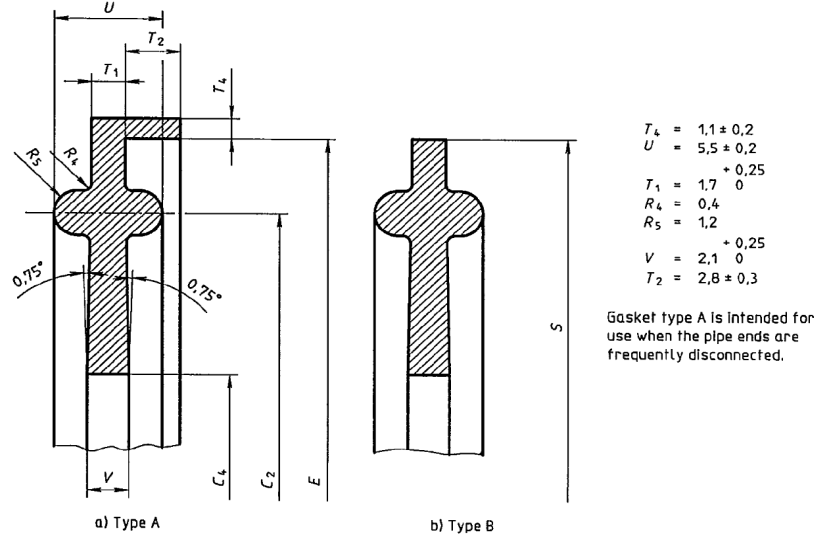
| 3、密封圈尺寸 (1)ISO 2852-1993标准 |
||||||
 |
 |
|||||
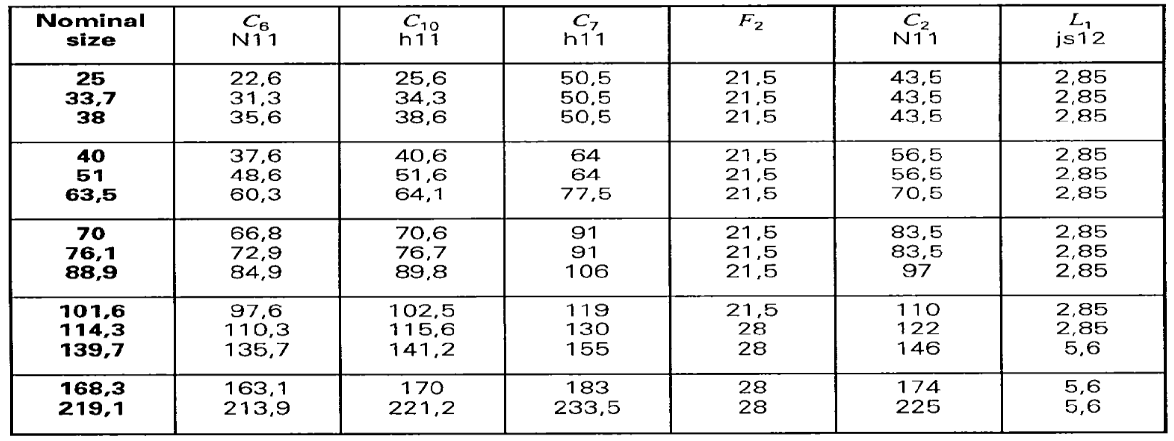
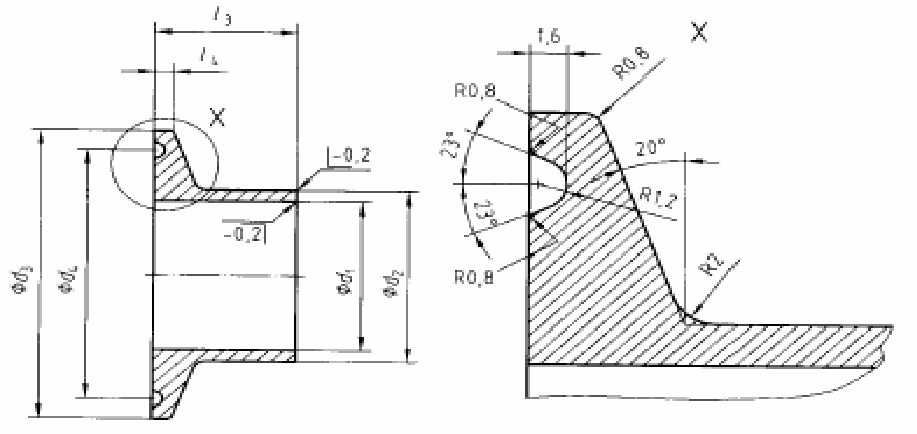
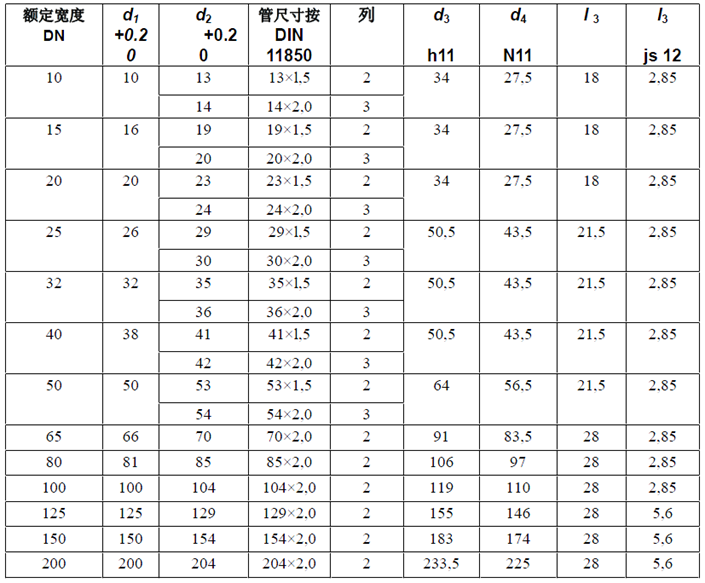
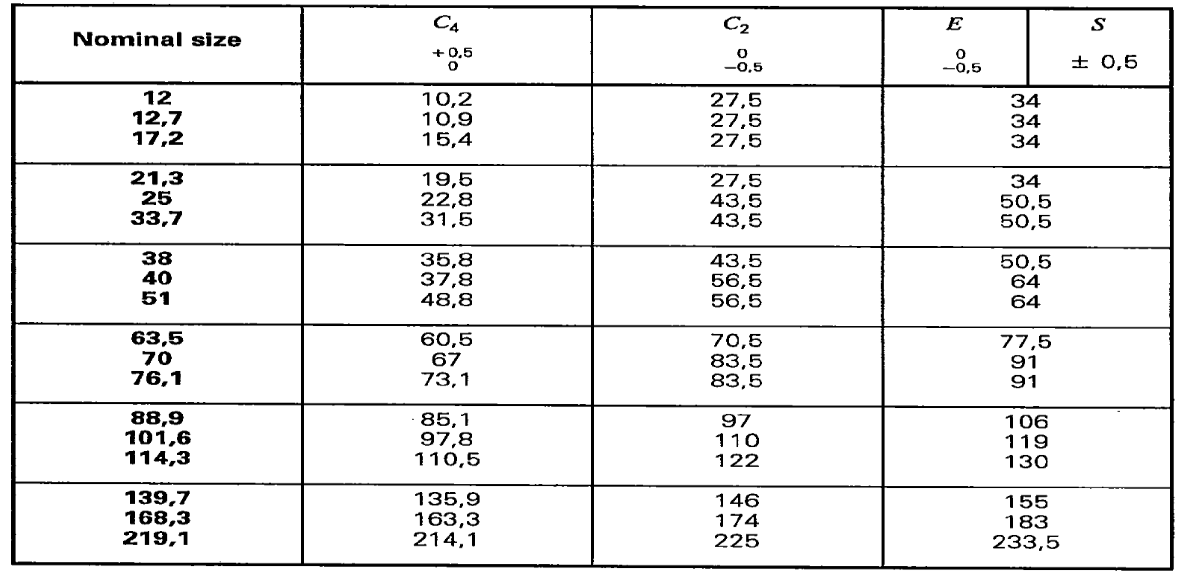
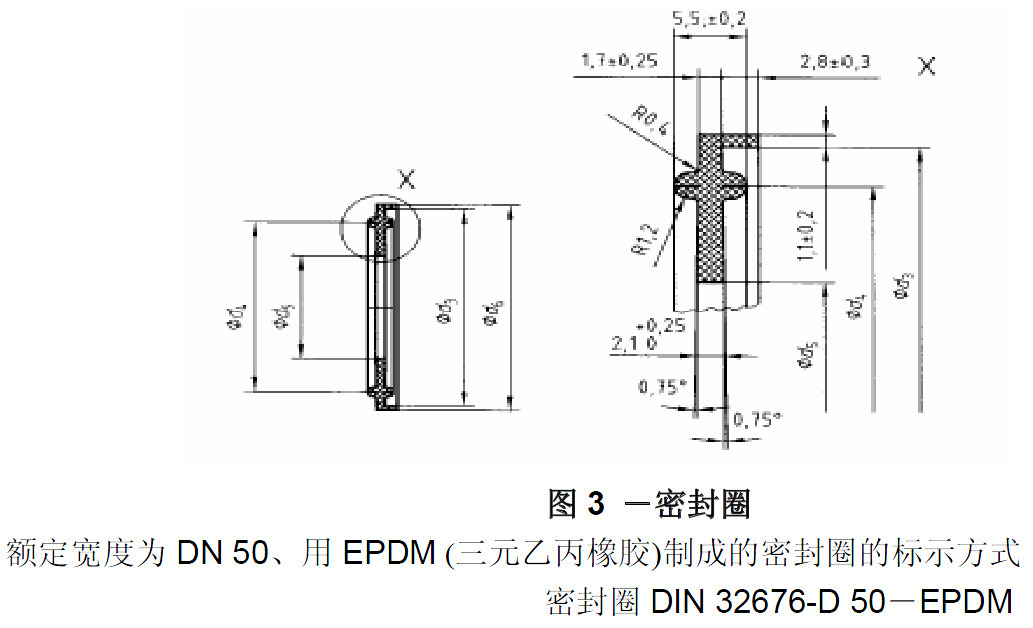
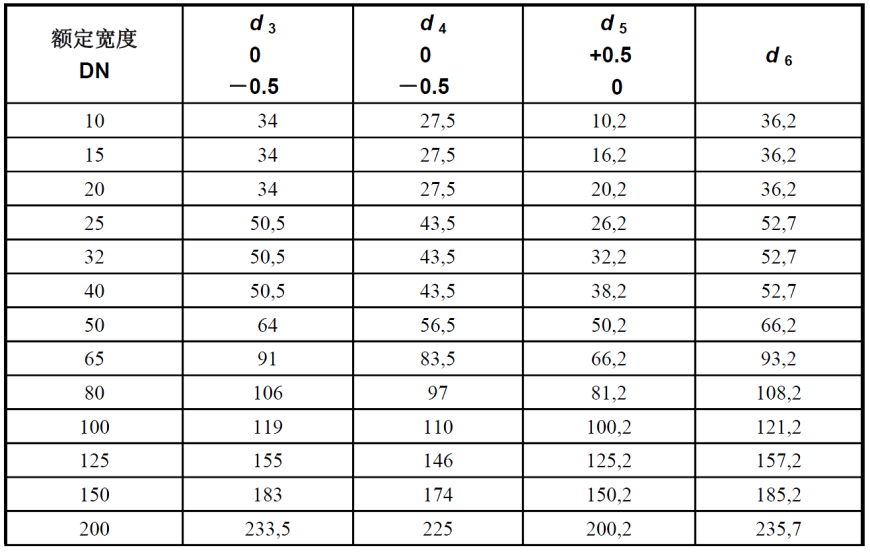
| (2)DIN32676 德国标准 | ||||||
 |
 |
|||||
| 4、卡箍(卡夹)尺寸 ISO2852 和 DIN32676 可以通用 |
||||||
 |
||||||
| 二、卫生级管路标准件的类型(图例) | ||||||
 |
 |
|||||
 |
||||||
| 三、管路元件选型指导 选型原则为:优先选用本节提供的尺寸规格,其次可选择ISO2037和DIN11850-2009中的尺寸规格;严格按照本节内容中的标注方法进行标注;70mm以下(不包括70)的,优先选用快装接头方式进行连接;70以上的,则选用法兰连接。 |
||||||
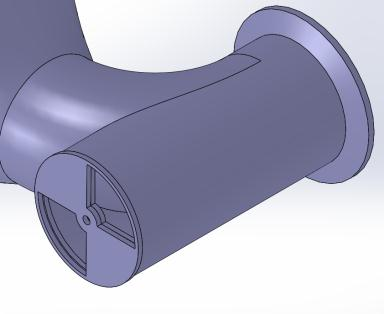
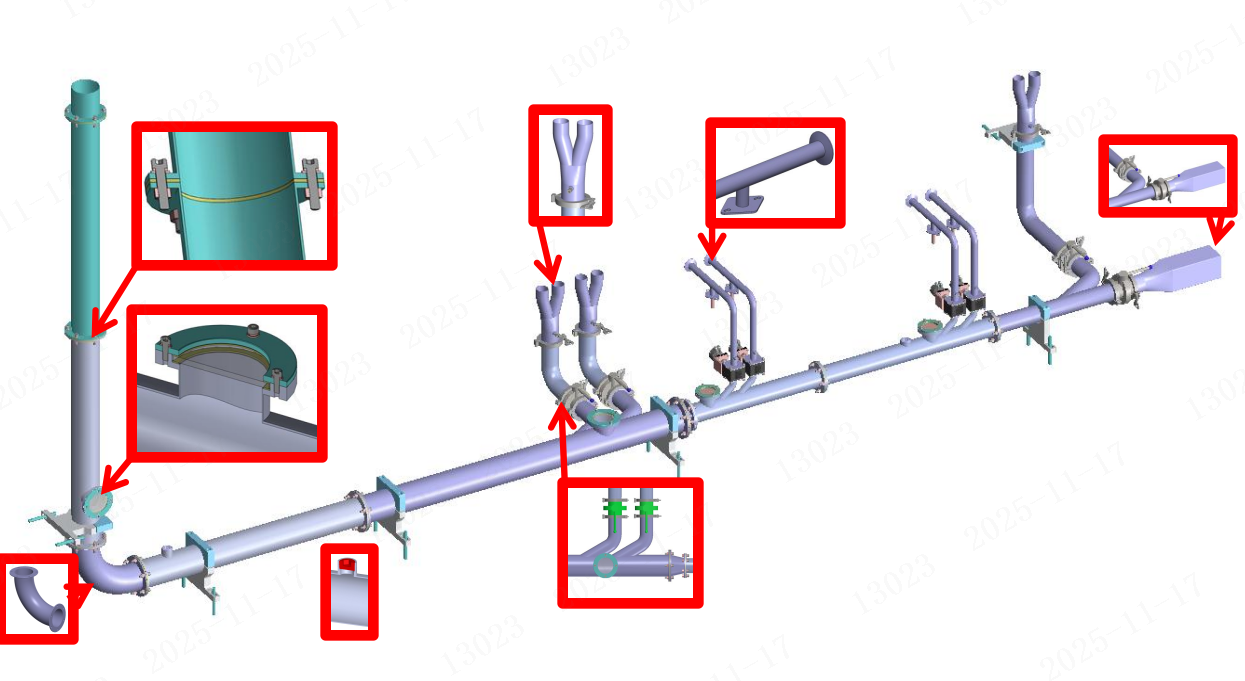
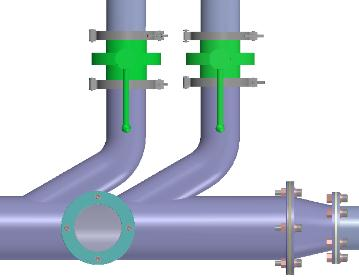
| 四、除尘管道设计要点 | ||||||
| 主管道示例 | ||||||
 |
||||||
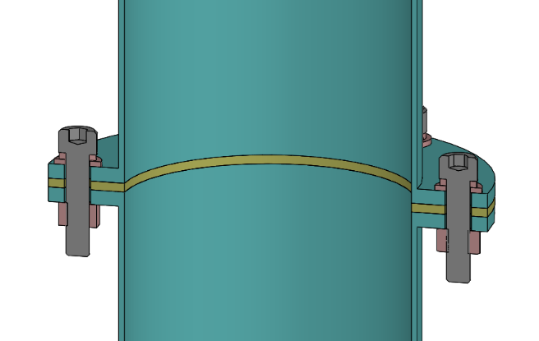
| 1、主管道设计要点 a.锁紧螺丝要兼容外六角螺丝; b.不锈钢管应选用DIN11850中标准的管径(外径); c.密封垫选择A50硬度优力胶; d.内侧倒角C1。 |
 |
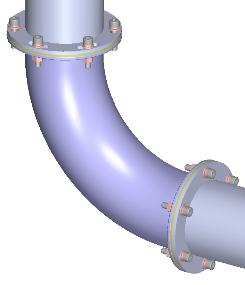
3、主管道90°弯头设计要点 a.一侧法兰必须要可调角度; b.管道外径要和相连管道匹配; c.加A50硬度优力胶密封垫; d.必须选择标准弯头尺寸(弯管半径标准)。 |
 |
|||
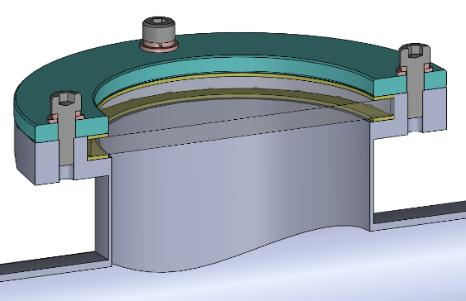
| 2、管道观察窗设计要点 a.观察玻璃选用钢化玻璃,厚度5mm; b.不锈钢管应选用标准的管径(外径); c.玻璃两侧都要加A50硬度优力胶密封垫; d.设置位置尽量靠近接头、汇合部位、弯头附近。 |
 |
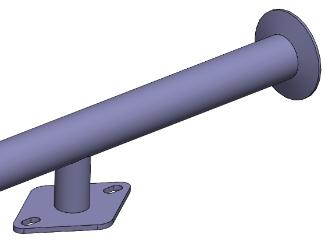
4、堵头、气管接头设计要点 a.螺纹统一选用Rc螺纹; b.主管道堵头统一选择SUS304内六角1寸堵头; c.支管道堵头、气管接头统一选择Rc1/8 SUS304外六角; d.便携式测风速用堵头统一选择Rc3/8 SUS304外六角; e.真空压力表接头部位统一选择Rc1/8; f.尽可能选择标准弯头尺寸(弯管半径标准)。 |
 |
|||
| 5、管道汇合处设计要点 a.禁止使用直角汇合,使用45度角; b.汇合处管道内壁必须打磨光滑; c.选择标准弯头尺寸,保证圆角过渡; d.变径选择标准变径尺寸,长度要合理,保证有足够的扳手位置; e.手动蝶阀处双向均为标准DN快换接头,按规格选取,并做注释; f.手动蝶阀下单时,要同时下单密封垫; g.卡夹按标准规格选型。 |
 |
7、固定式风速仪接口及DN快换接头设计要点 a.必须确认风速仪接口和固定尺寸,安装要求等; b.管道接头为标准DN快换接头,按规格选取,并做注释; c.风速仪安装位置尽可能靠近测定位置。 |
 |
|||
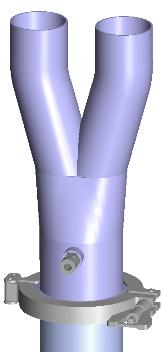
| 6、一分二Y型接头设计要点 a.汇合处管道内壁须光滑,无明显凸起; b.大端为标准DN快换接头,按规格选取,并做注释; c.两小端管可以用标准直管折弯,但折弯处圆度要控制在10%以内; d.密封垫下单; e.卡夹按标准规格选型。 |
 |
8、补风口设计要点 a.选择公司既定的补风口; b.补风口管道接头为标准DN快换接头; c.手动蝶阀处双向均为标准DN快换接头,按规格选取,并做注释; d.手动蝶阀下单时,要同时下单密封垫; e.卡夹按标准规格选型。 |
|
|||
| 五、除尘管路加工技术规范 | ||||||
| 1、下料 a.选用304不锈钢管,壁厚1~2mm。(注:具体以图面为准) b.下料需用激光切割机切割,保证组焊零件配合端面光滑,配合间隙小于0.2mm,并且均匀。(注:激光切割机具备切割相贯线的能力) |
||||||
| 2、焊接要求 a.优先采用 GTAW (气体保护钨极电弧焊),执行焊接时必须使用氩气等惰性气体保护接头内表面; b.焊接应使用相应不锈钢焊丝; c.焊接前,必须正确地清洗焊接区来清除纤维、指印、油、脂等; d.焊接工作台清理干净,并且对工件外观做必要保护,避免造成划痕,严禁原材料有凹坑、裂痕、大麻点、压痕等缺陷; e.分件组对要严密,不允许用焊丝,要采用自熔方式焊接,并且是连续满焊、焊痕均匀美观,不能有断焊、虚焊、假焊现象; f.焊接牢固,达到破坏性试验不开裂; g.所有钢管使用标准无缝钢管焊接,焊后工件内壁光滑、不变形、不渗透、无焊肉、焊渣、焊疤等杂质,管与管之间配合必须端面与端面密切配合,不允许插入式配合; h.焊接接头处,焊缝均匀,需打磨去毛刺,再做抛光处理; i.圆管部分不得使用椭圆状管道焊接,要求使用标准管焊接,保证整体尺寸及圆度 |
||||||
| 3、倒角和毛刺处理 a.未注倒角C0.5/R0.5; b.所有锐角去毛刺倒钝。 |
||||||
| 4、公差 a.未注公差,参考GB/T 1804-2000-m加工; b.未注形位公差,参考GB/T 1184-1996-K加工。 |
||||||
| 5、外观及质量要求 a.外形严格按图纸标注要求检查,形位公差严格按图纸标注执行,必要时用检测工装检测,工件必须自然状态检测,不许用外力矫正; b.焊接接头处,焊缝均匀,做抛光处理,保证整体亮度一致性; c.整体外观光亮,不许有划痕、凹坑、裂痕、大麻点、压痕等缺陷; d.零件外观不能有碰、刮、压伤等明显缺陷; e.焊肉过渡自然,各部分焊肉一致,不允许有假焊、沙眼、漏焊、焊穿等缺陷,焊肉不需打磨平整,均匀抛光即可,焊肉美观自然。 |
||||||