 下载各类工具及设计插件
下载各类工具及设计插件
 使用选型工具
使用选型工具
 收藏各类设计资料
收藏各类设计资料
 发表提问互动
发表提问互动
| 机架加工工艺规范 | ||||||
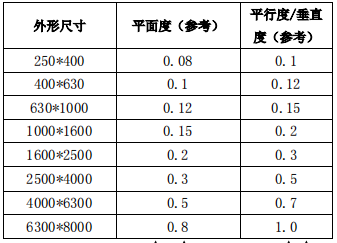
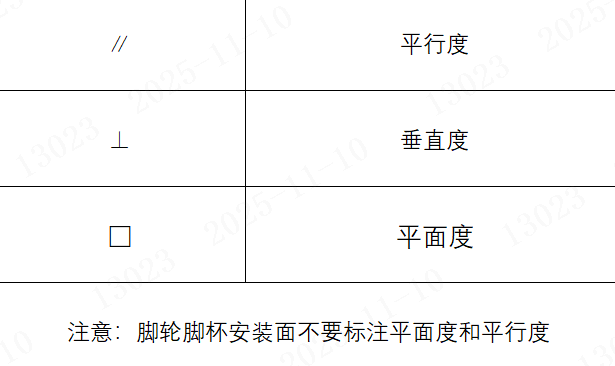
| 方通机架等焊接件形位公差设计规范 |
|
|||||
|
|
||||||
| 序号 | 加工需求类型 | 工艺要求 | 图片 | 工艺阶段 | ||
| 1 | 方通尺寸规格 | 立式方通主体机架必须使用方通 100*100*5,局部使用 100*50*5 和 50*50*3 | 下料 | |||
| 2 | 卧式方通主体机架必须使用方通 120*100*5,局部使用 50*50*3 或 120*50*3 | |||||
| 3 | 焊接加强筋 | X、Y、Z 三个方向交汇的地方必须按照如下两种方式交叉连接,且必须满焊,焊缝高度5mm | 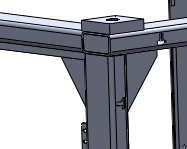 |
 |
焊接 | |
| 4 | 加强筋的大小和布局严格按照图纸标注加工,且所有加强筋必须满焊,焊缝高度 5mm | 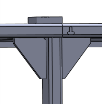 |
 |
|||
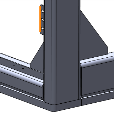
| 5 | 方通搭接 | 方通框架间方通的搭接处使用下面三图所示方式,特殊位置按照图纸标注出的方式搭接,搭接处要求满焊,焊缝高度 5mm(平焊缝的高度不小于 2 毫米,宽度 5 毫米) |  |
 |
||
| 6 | 方通端面 | 所有露在外侧的方通端面,须用 6mm 厚钢板封死,并打磨光滑 | 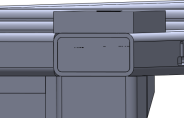 |
禁止如图 |
||
| 7 | 方通焊接 | 1、为了减少焊接变形,方通架焊接采用对称花焊,供应商必须有焊接工艺管控; 2、每个方通上必须按照图纸要求,打两个或以上排气孔 |
 |
|||
| 8 | 其他焊接块 | 吊环安装块&大板连接块要求满焊,焊缝高度 5mm |  |
|||
| 9 | 卧式方通 | 1、机架连接板/激光组件安装板要求间断焊(焊接长度50mm,间隔100mm),焊缝高度 5mm; 2、脚杯安装块可不需满焊,但需要保证安装块固定,焊缝高度 5mm,脚杯布局要按图纸标注布局 |
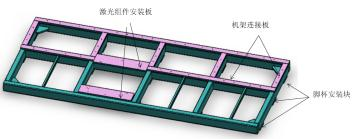 |
|||
| 10 | 工艺梁 | 1、工艺梁在立式方通在焊接时,就必须焊接在上面,待最后大板调平之后,再将工艺梁拆卸下来(调平大板前拆卸工艺梁) 2、工艺梁与机架安装面均需要做防锈处理 |
||||
| 11 | 热处理要求 | 方通架焊接好后,需要自然时效 48H 以上再进行退火,退火工艺符合 JB/T-6046-1992 的要求 |  |
热处理 | ||
| 12 | 立式方通架钣金焊接 | 顶部封板/中部封板/底部封板需要焊接的门板要求间断焊(焊接长度10mm,间隔100mm),要保证封板不起鼓,封板与方通架间的缝隙不得超过 1mm(具体门板位置尺寸以3D/2D图纸为准)焊接5毫米,间隔100毫米(薄板焊点过长易变性) | 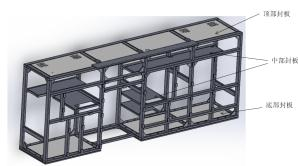 |
门板焊接 | ||
| 13 | 顶部封板要求间断焊(焊接长度10mm,间隔100mm),要保证封板不起鼓,封板与方通架间的缝隙不得超过1mm,焊接5毫米,间隔100毫米(薄板焊点过长易变性,最大间隙不得超过1毫米) | 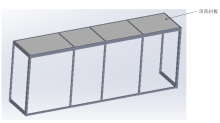 |
||||
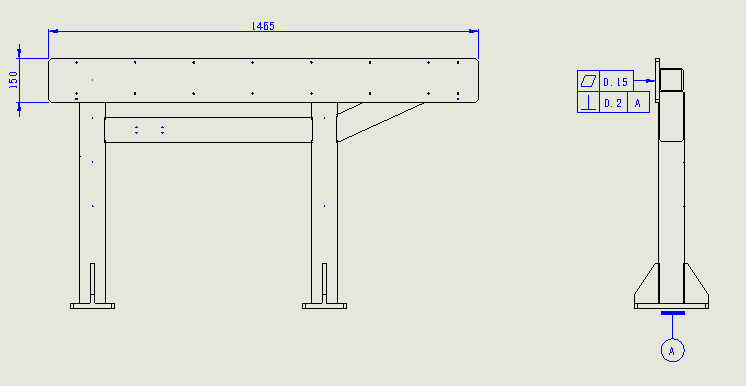
| 14 | 立式方通架 1 加工 | 1、对大板连接块及底架连接板进行精加工,保证各自平面度在 0.15mm 以内/二者垂直度在 0.2mm 以内;(给设备精度 0.05 毫米,变形量可放宽到 0.1毫米) 2、大板安装孔需要在安装面精加工时一次性加工出,以保证其位置精度(参照图纸) 3、螺孔及加工面加工完成后及时涂防锈油(厚度 30~40μm)作防锈处理 |
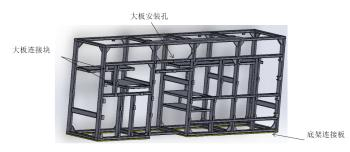 |
机架加工 | ||
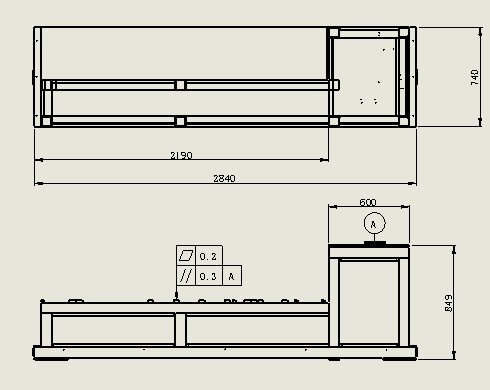
| 15 | 卧式方通架 1 加工 | 1、对机架连接板及激光组件安装板进行精加工,保证二者之间平面度在 0.15mm 以内。(对机架连接板和激光组件固定板) 2、为保证精度,机架连接孔位建议在龙门铣上一次性加工出; 3、螺孔及加工面加工完成后及时涂防锈油(厚度 30~40μm)作防锈处理; 4、底方通架连接孔需要与竖方通架相配。管控 |
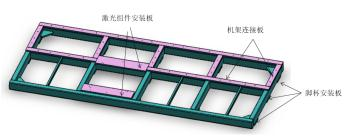 |
|||
| 16 | 喷塑要求 | 1、喷塑颜色纹路严格按图面要求的色板实施,不能有明显色差; 2、焊接位置需要打磨光滑,不得有气孔,夹渣和焊瘤等缺陷; 3、喷塑前机架需要进行前期处理,将铁锈、氧化皮、油脂、灰尘、泥土 、盐和污物等除去,不平处刮腻子;(注:当采用喷砂处理焊接氧化层的场合,喷砂(或喷丸)后 8H 内须进行喷塑处理;喷砂砂粒的选择以确保与钣金的喷塑效果一致为要求。) 4、各精加工面及螺纹孔不可喷塑,喷塑作业前采取必要保护; 5、喷塑厚度不低于 0.3mm |
烤漆 | |||
| 17 | 卧式方通摆放要求 | 卧式方通加工好之后,需安装好脚杯,再放置在台面上调整并检测平面度 | 保存 | |||
| 18 | 玻璃胶 | 所有焊接门板与方通接触的四边需打上玻璃胶 | 机架后处理 | |||
| 19 | 电控柜所有边均需要打玻璃胶 | |||||
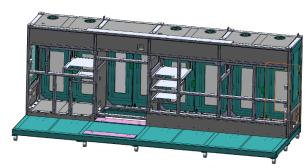
| 20 | 方通架装配 | 1、底方通架与竖方通架连接装配,图纸中标注的所有安装螺丝需要打紧锁死,装配使用高强度内六角螺栓,强度等级需要在 8.8 级以上; 2、装配好后两个方通架之间不能有明显错位现象,单边错位要控制在 1mm 以内; |
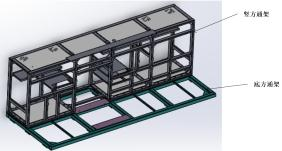 |
装配 | ||
| 21 | 装饰封板装配 | 装饰封板及底部不锈钢封板采取螺丝固定,保证封板无鼓起; | 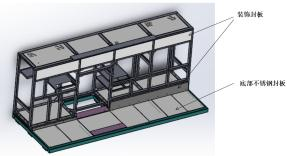 |
装配 | ||
| 22 | 标准件的安装 | 1、机架上需要的铰链、门锁、脚杯、氮气弹簧等标准件按图纸上指定的品牌和型号由我司提供,供应商安装; (另有需求,单独备注说明) 2、机架所有安装配件如螺丝、垫片等,不能含有铜、锌、镍; 3、地脚安装高度,框架底边距地面 150mm。(调平后框架底边方通面距地面约 150mm) |
 |
|||
| 23 | 大板装配调试 | 1、三块大板按图纸要求进行加工,加工好后与机架进行装配、调试; 2、A、B、C 三块大板的平行度要求 0.15mm 以内(0.1 毫米) |
 |
调试 | ||
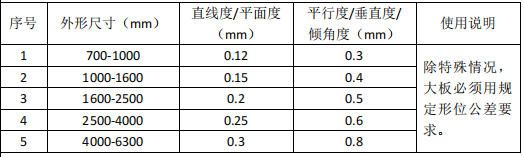
| 机架大板设计要求: 1、 定义:700mm×700mm 以上尺寸定义为大板; 2、 使用厚度:30mm(除特殊情况,须使用规定厚度); 3、 材质:S45C; 4、 大板形位公差度用 CB/T-1184-1996(9 级要求) 5、 大板下单注意事项 (1) BOM 表中大板的零件类型为大板件(防止下单给机加采购)。 |
 |
|||||
请联系怡合达产品中心
0769-82886777-980