 下载各类工具及设计插件
下载各类工具及设计插件
 使用选型工具
使用选型工具
 收藏各类设计资料
收藏各类设计资料
 发表提问互动
发表提问互动
| 机加件常用材料和表面处理加工规范 | ||||
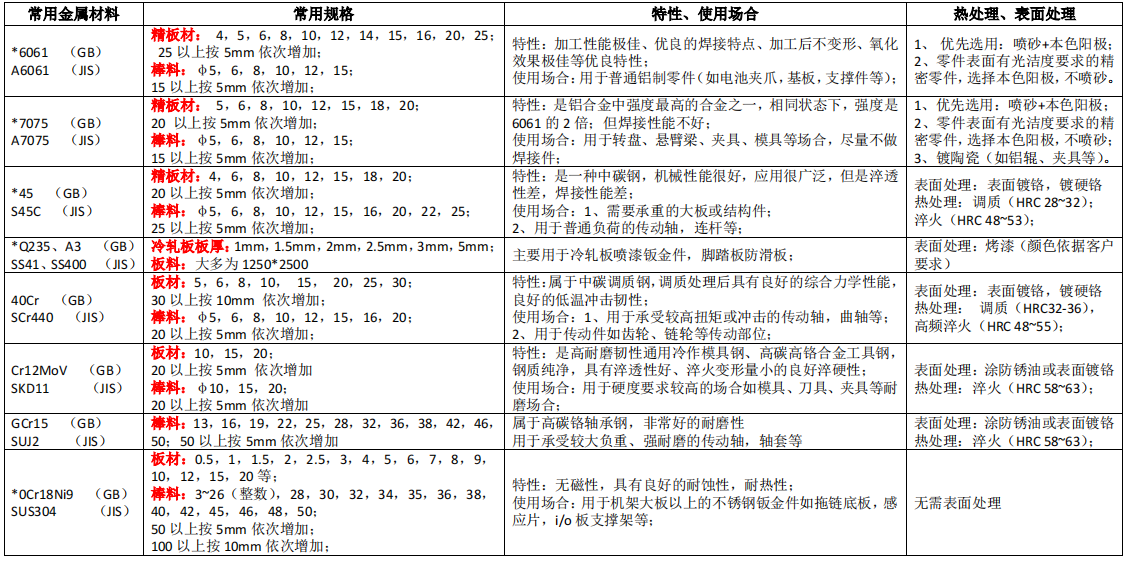
| 一、常用金属材料及特性 | ||||
 |
||||
|
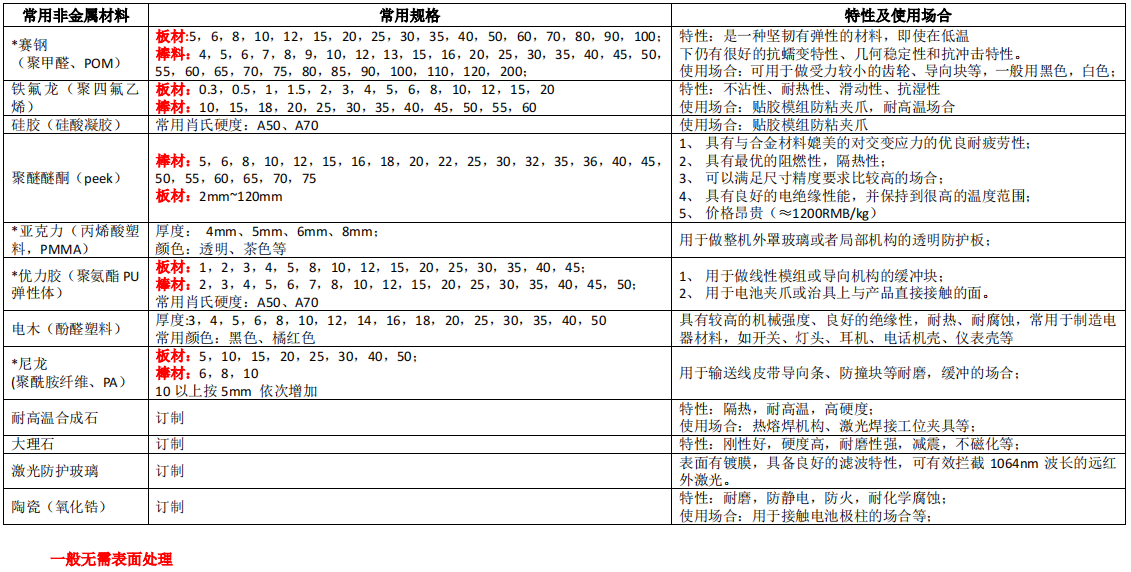
二、常用非金属材料及特性 |
||||
|
|
||||
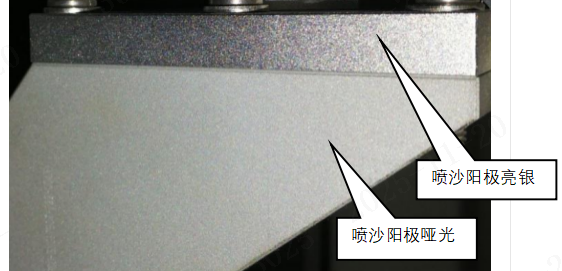
| 三、 表面处理 (一) 铝件的氧化处理 1、 普通阳极氧化处理 类型:(1)黑色阳极氧化(默认为亮黑,可选哑黑,需要时请注明) (2)黑色喷砂阳极氧化(默认为亮黑,可选哑黑,需要时请注明) (3)本色阳极氧化(默认为亮银,可选哑光,需要时请注明) (4)本色喷沙阳极氧化(默认为亮银,可选哑光,需要时请注明) 规定:(1)铝件表面处理首选:本色喷砂阳极氧化; (2)激光模组内铝件首选:黑色阳极氧化; (3)膜厚要求:10-15μm; (4)氧化膜硬度要求:HV300±20 |
类型:黑色硬质氧化+硬化处理 (镀氧化锆陶瓷) ③抚平小辊(收卷抚平辊、): 材料:A6061-T6 类型:本色硬质氧化 (颜色呈灰色和 6061 阳极颜色接近) |
|||
 |
||||
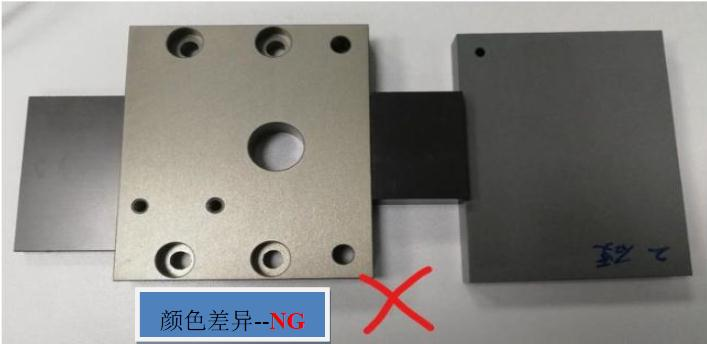
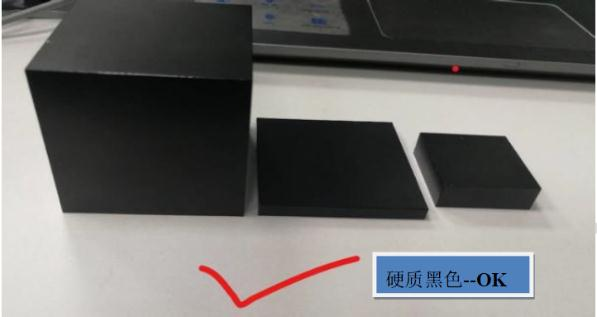
| 2、 硬质氧化处理 类型:黑色硬质氧化 规定:(1)有耐磨等特殊要求时,选择黑色硬质氧化; (2)一般件只做黑色硬质氧化,不做其他颜色(防止材料颜色误差); (3)膜厚要求:30 -40μm; (4)氧化膜硬度要求:HV500±20 (5)所有铝件做“本色硬质氧化”统一为“黑色硬质氧化”。 注:由于本色硬质氧化色差较大,不推荐使用。 |
 |
|||
| 3、 辊类的表面处理 规定:(1)辊类做特殊硬质氧化以及表面硬化处理; (2)膜厚要求:60 -100μm; (3)氧化膜硬度要求:HV800 以上 (4)砂纸带抛光,最终表面粗糙度 Ra0.4 以下。 ①一般过辊: 材料:A6063-T5 类型:褐色硬质氧化+硬化处理 (镀氧化锆陶瓷) ② CCD 过辊: 材料:A6063-T5 |
 |
|||
| (二) 镀铬 1、 类型: (1) 镀硬铬 (2) 镀装饰铬 |
3、 镀硬铬工艺流程: 检验(Ra6.3 以下)— 酸洗除油除锈 —水洗—反极 —镀铬—水洗—干燥去氢—检验 |
|||
| 2、 规定: (1) 镀铬光轴或导向轴的再加工面在加工之后立即喷镀铬液或再作镀铬处理,确保无锈蚀; (2) 镀硬铬膜厚: 5-15μm(销往国内产品) 8-15μm(销往国外产品) 8-20μm(750mm 以上零部件) 图纸有要求膜厚时以图纸要求为准,但最厚不超过 20μm; (3) 镀层不允许含有铜、镍、锌; (4) 镀硬铬表面的镀层硬度为 HV850; (5) 局部镀铬零件,镀前应将不镀部分进行绝缘处理。 |
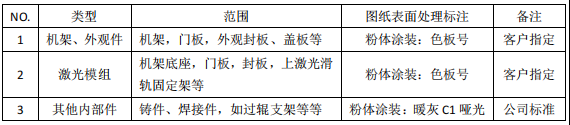
(三) 喷漆、喷粉 1、喷粉:钣金类的粉体涂装称为喷粉; 2、喷漆:刷漆、喷油漆、烤漆统称为喷漆; 3、对于客户指定颜色的,必须签打样色板(封样),按封样色板执行。 4、喷粉厚度:170~300μm; 5、喷漆厚度:60-70μm; 6、涂装产品附着力需达到(百格)测试 4B 级,才能判为合格,即一般涂层脱落面积<5%为 OK (一般损伤面积指的是划线边缘,若是网格整个脱落,则直接判不合格); 7、粉体涂装件外观颜色定义: |
|||
| (6) 外观要求: ①钢件镀硬铬:不允许有发黄/发黑,镀液残留,边缘发黑/烧焦,所有镀硬铬产品应在加工前针对边角进行抛光处理(不可有塌边现象),电镀后边角如有刮手感可轻微抛光加工; ②“T”型和“L”型钢件非焊接件镀硬铬,不允许有电镀不到的位置,必要时增加电极; ③“U”型钢件非焊接件镀硬铬,在增加电极后无法电镀到的死角位置(10mm2内),允许喷镀铬漆; |
 |
|||
| ④钢件焊接件镀硬铬:产品焊接处电镀前必须打磨圆滑,电镀不到的位置(焊接处凹位 10mm2内)允许喷镀铬漆; ⑤喷镀铬漆要求:喷漆位置在喷漆前需先进行抛光/清洁,喷漆后不可粘手,反之则不合格。 |
||||
| (四) 喷铁氟龙 1、 膜厚要求:50μm-80μm; 2、 颜色要求:黑色; 3、 性能要求:不粘, 耐磨损(摩擦系数 0.05-0.15), 耐高温(260℃),轻度防腐蚀。 |
||||
| (五) 喷陶瓷 氧化锆(ZrO2) 1、 功能:耐磨耐冲刷涂层; 2、 颜色要求:黑色; 3、 膜厚要求:0.1mm 以上; 4、 粗糙度要求:Ra0.8 以上; 5、 表面硬度要求:HRC68 以上。 |
||||
| (六)镀石墨 1、 功能:耐磨、耐高温; 2、 硬度:8-9GPa; 3、 膜厚要求:900-1200nm; 4、 颜色要求:颜色空间 L* 64.44, a* -0.72 b* 0.19 5、 粗糙度要求:Ra<3.2nm; 6、 摩擦系数:0.10-0.12; 7、 磨损率:  |
||||
| 四、 常用表面处理及膜厚参考 | ||||
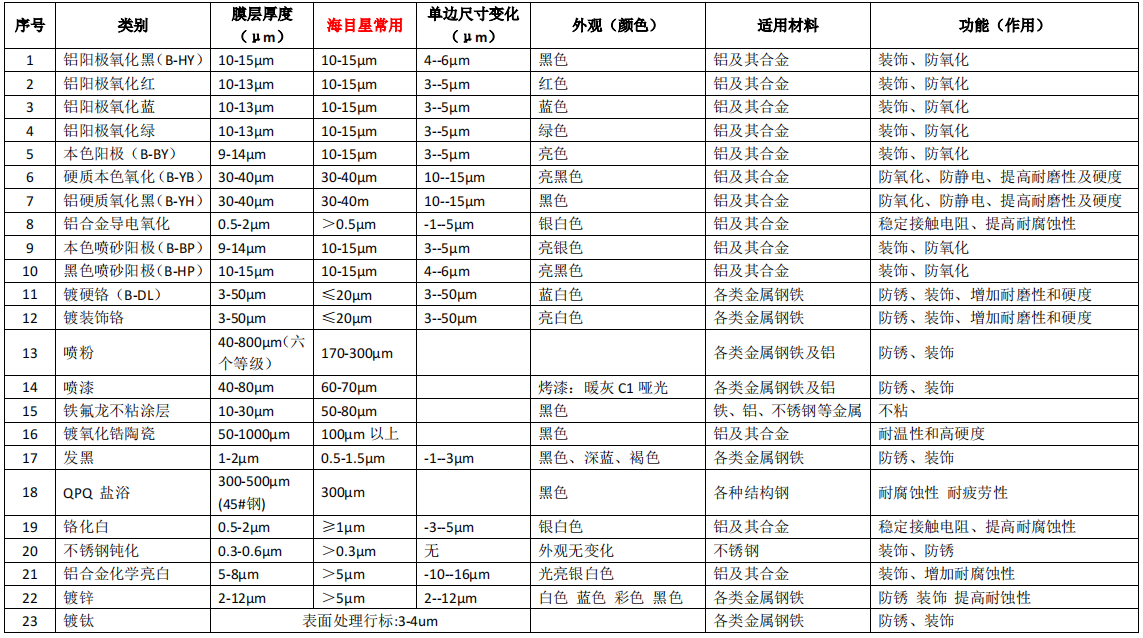 |
||||
| 五、 材料及表面处理样式参考规范 | ||||
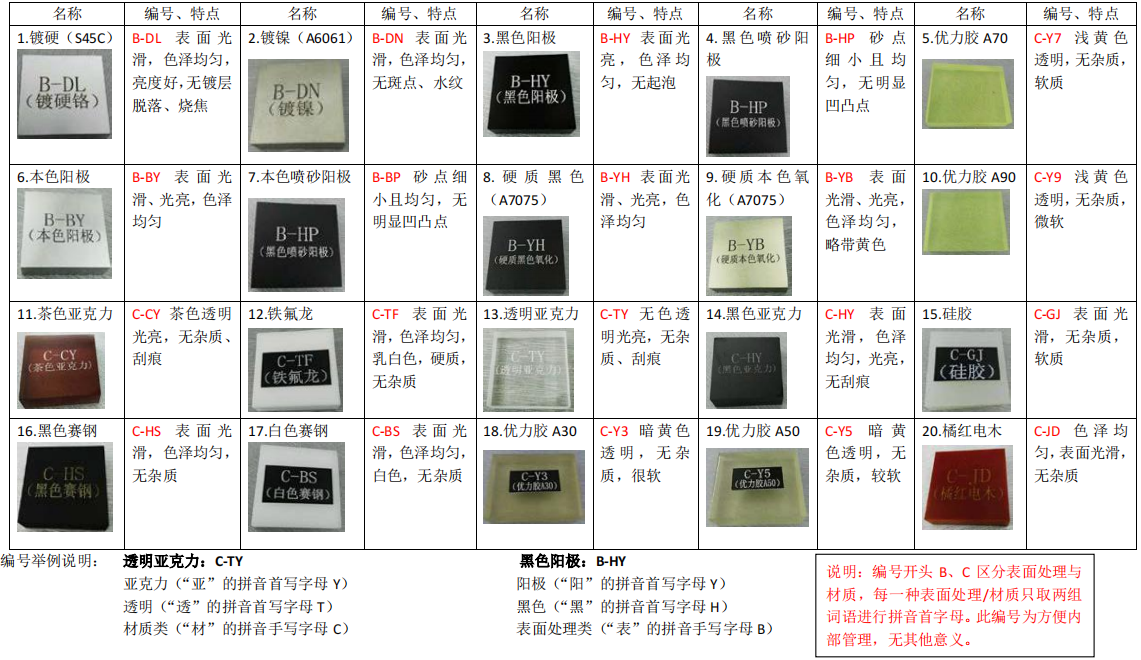 |
||||
请联系怡合达产品中心
0769-82886777-980